The architect of his own fortune – the Armin Strom manufacture
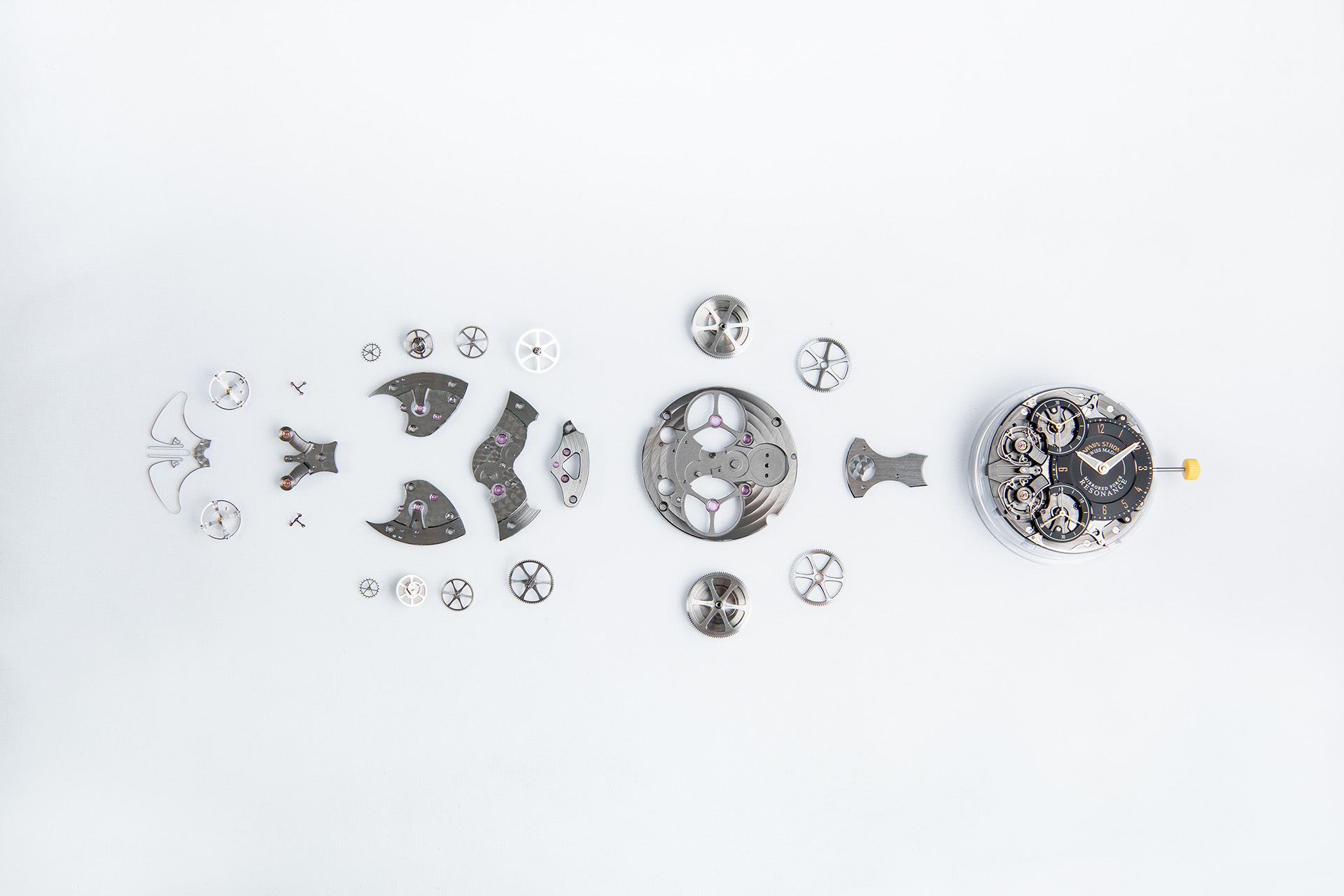
The watch brand Armin Strom puts a lot of attention to the visibility of the movement as it is the driving engine and highly complex mechanism that keeps the watch running. Therefore they specialized in skeletonized movement designs to bring the inside to the outside for its wearer. Most people cannot imagine how intense work needs to be done to put all bits and pieces together until a watch is actually running.
You are currently viewing a placeholder content from Default. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
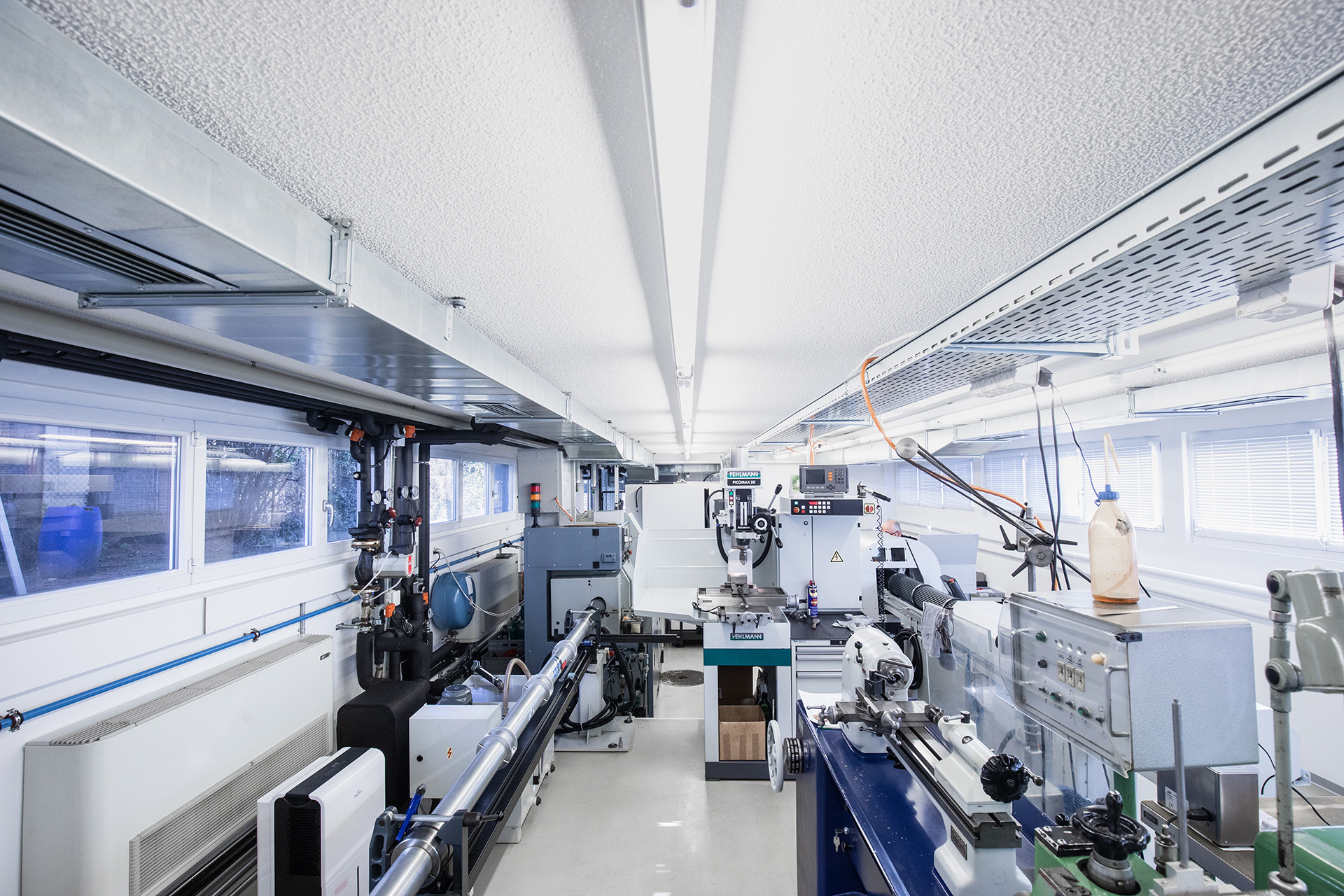
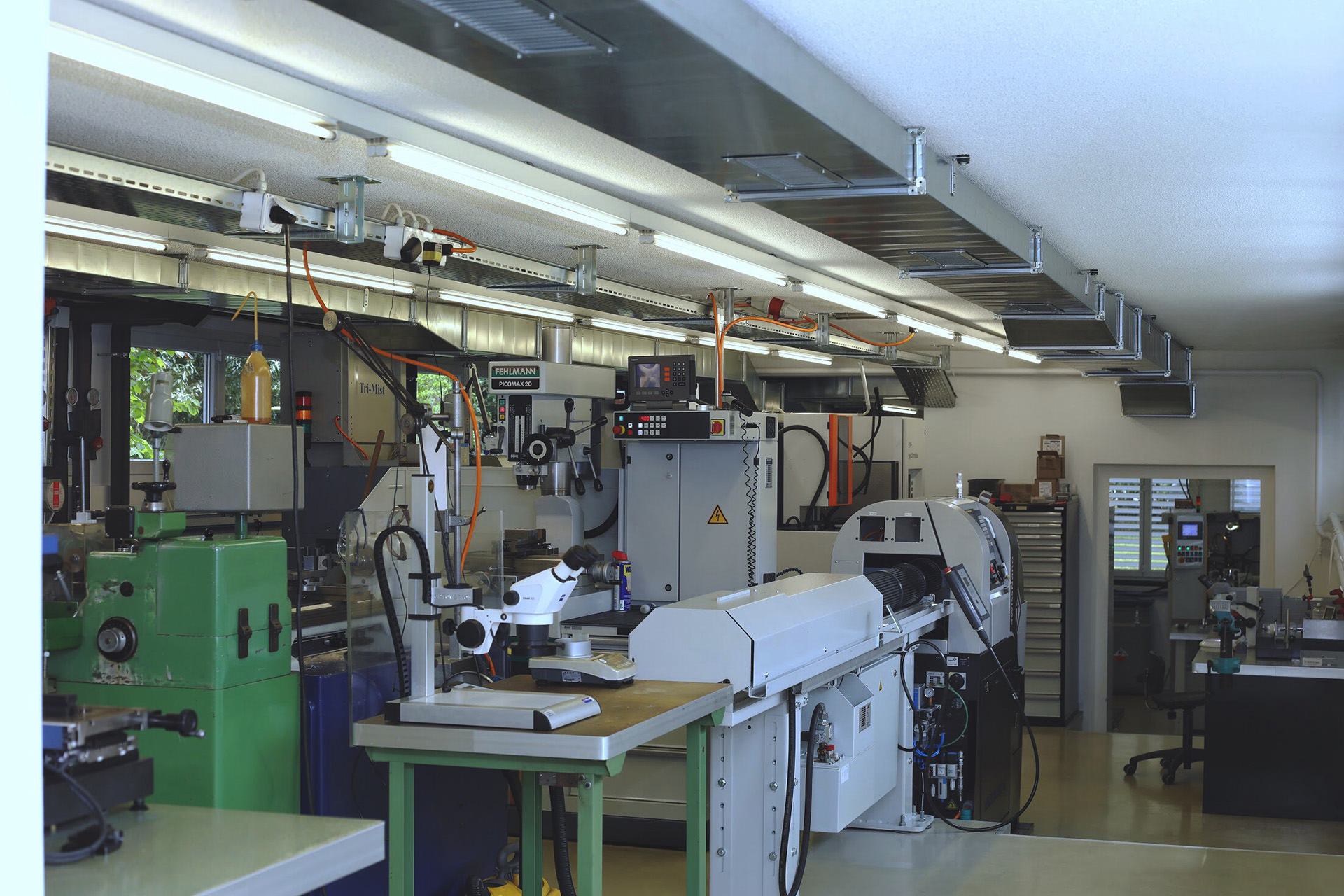
The Armin Strom manufacture – which was founded by Serge Michel and Claude Greisler in 2008 to continue the work of watchmaker Armin Strom – is a wonderful place where all this happens under one roof on a manageable area. As they only produce a limited amount of watches per year the manufacture is not spacious like that of other watch brands, but fully equipped with everything that is necessary to produce a mechanical watch.
The Armin Strom Manufacture in Biel / Bienne
The Armin Strom manufacture is not dependent on the quality and availability of products by external suppliers as (almost) every piece is produced in-house. We had the pleasure to have an exclusive insight into the manufacture in Biel and follow them through all necessary steps from design to fabrication, decoration and assembling of their watches. Each step is a horological journey for itself and we are happy to share our impressions with you.
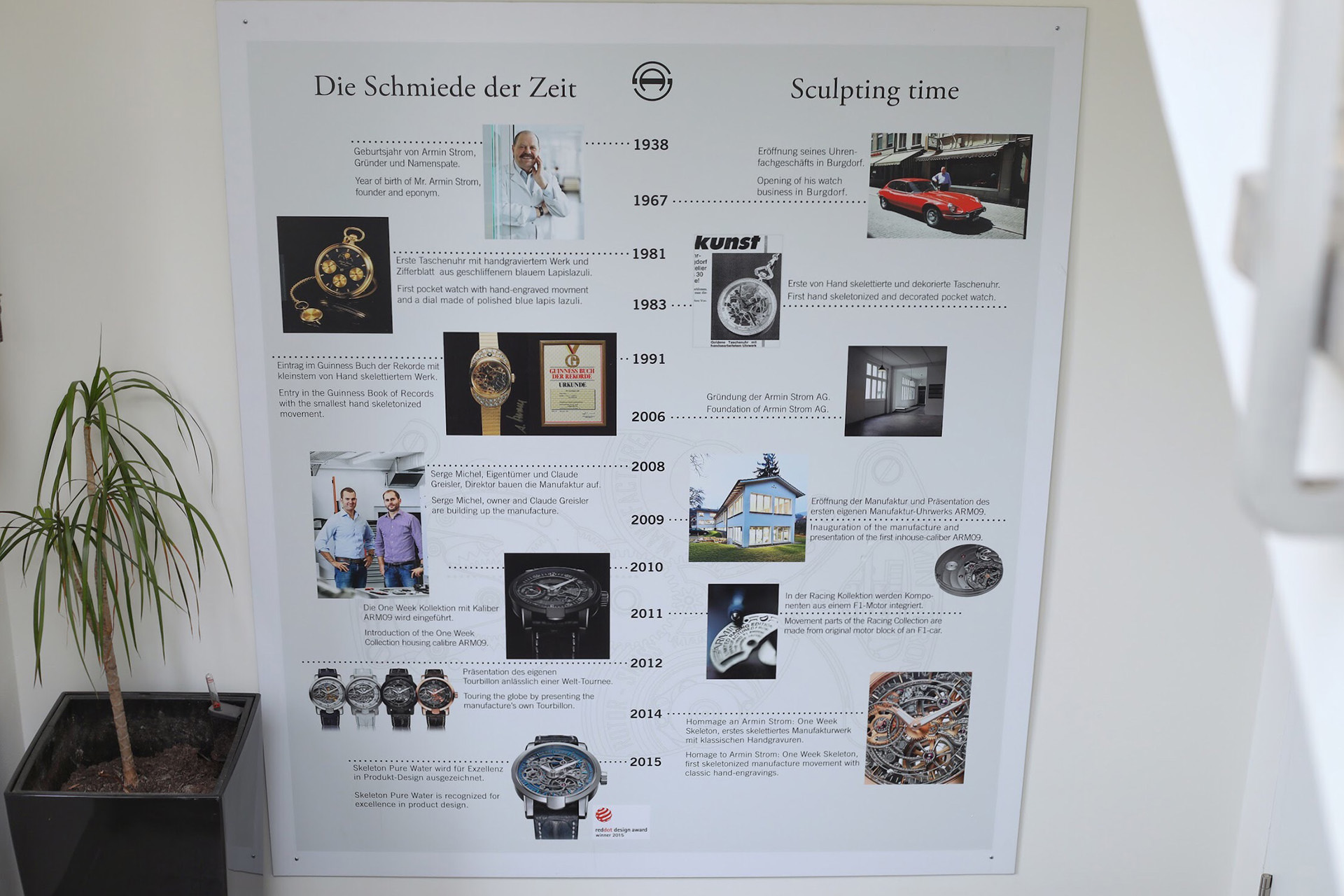
Sculpting time – Armin Strom from 1938 to 2015 at a glance
Design
At the very start the idea of a timepiece has to be put on paper. Which functions should the watch have except showing the time? How small or big should it be? How much power needs to be put on the escapement so the balance spring can turn in the right amplitude? And so on…
Bear in mind that there are a few hundred pieces in each movement that all want to be taken care of equally. So the creative minds undergo some extensive calculations and sketching to solve the puzzle, which is then feed into a computer simulation tool. Thankfully this is possible nowadays as it shows exactly how plates and bridges need to be milled and drilled from a solid piece of brass. For the skeletonizing process of the movement, all material that is not essential for the mechanical stability of the watch is also mechanically and accurately removed from plates and bridges. Already in this step design and fabrication work closely together.
Each of the around 300 to 500 pieces of a watch need to be sketched and put in place first
Fabrication
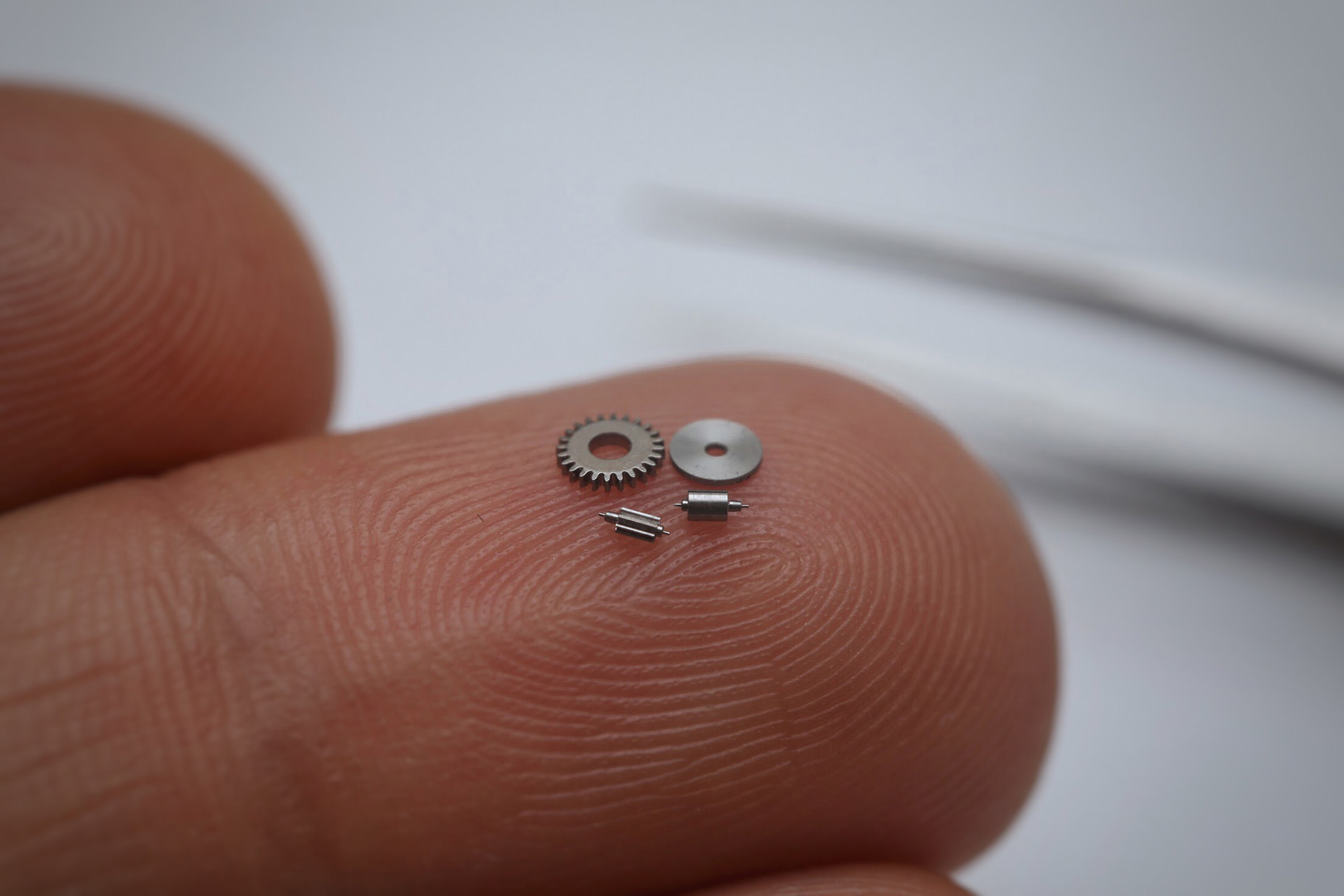
Once all the data is checked on possible mistakes and being approved, the plates, bridges, wheels, levers, springs and screws are manufactured in-house. Armin Strom is able to control all manufacturing processes (with a few exceptions) from raw material to end product. Also, all parts are drilled, milled, turned and wire-eroded but never stamped as stamping might have a negative impact on the material structure. By this more complex method Armin Strom can work the tiny pieces with an accuracy of up to one hundredth of a millimetre.
After manufacturing every piece needs to undergo a final control to check that everything matches with the calculations made.
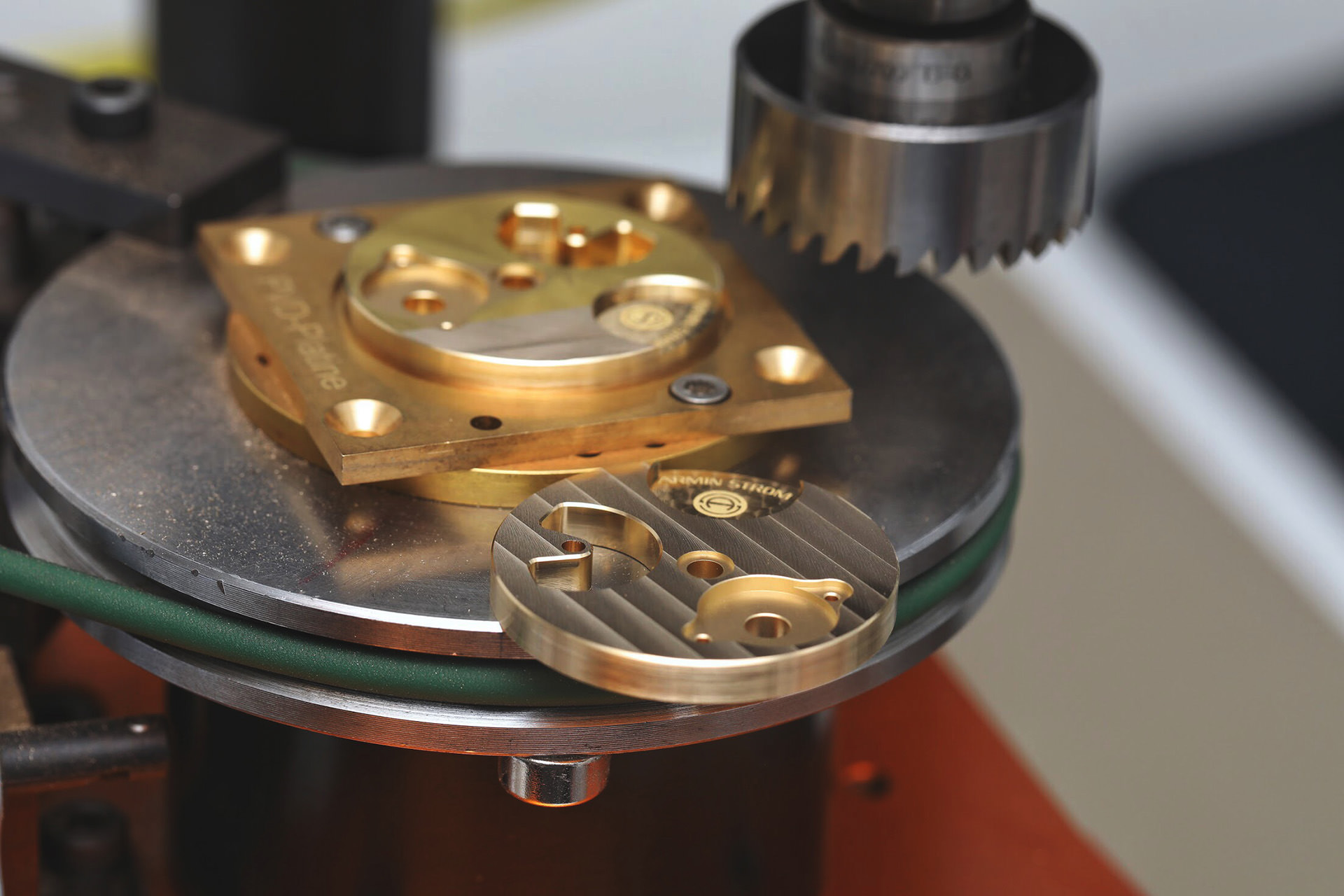
At the Armin Strom Manufacture pieces are being drilled and milled but never stamped
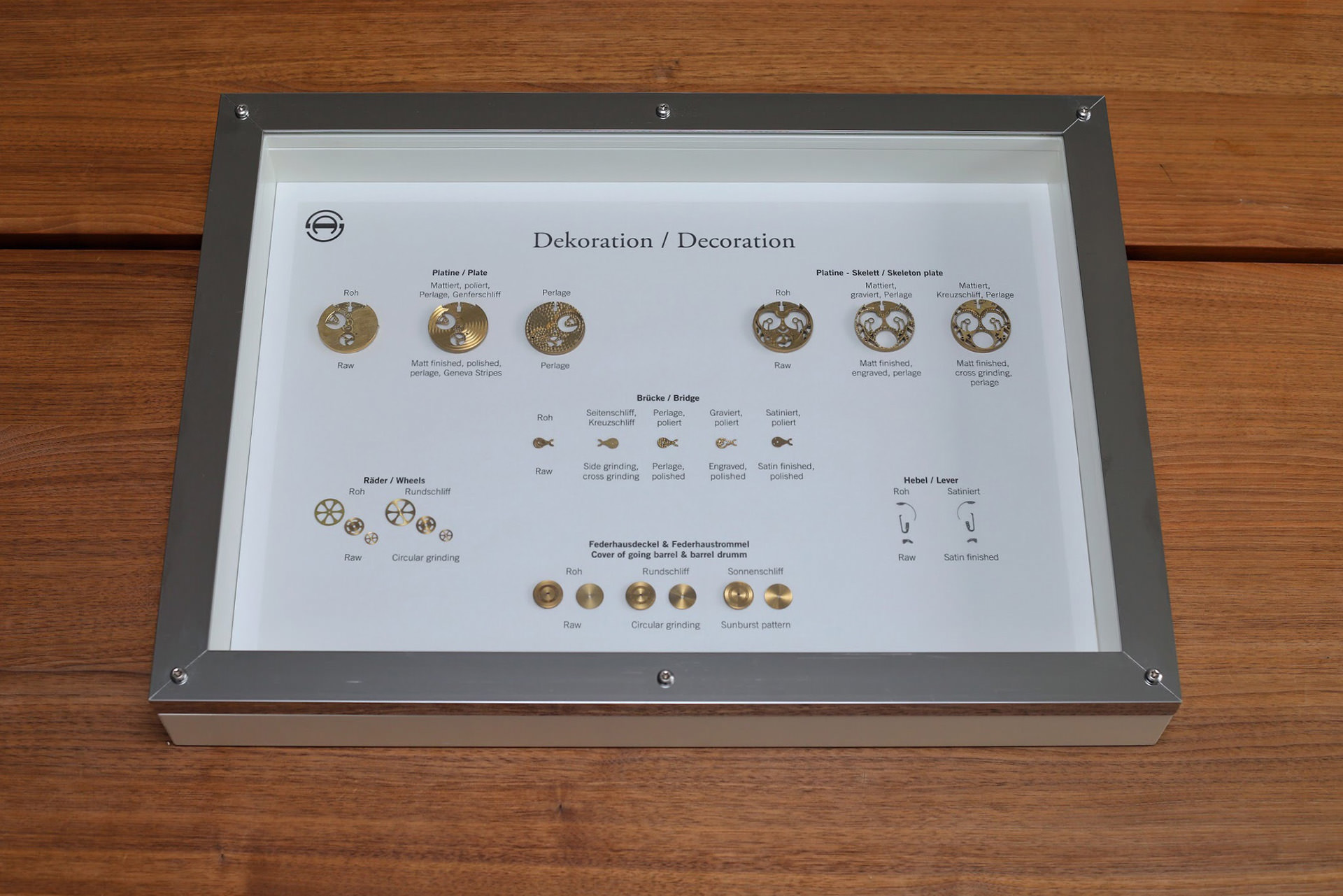
Decoration
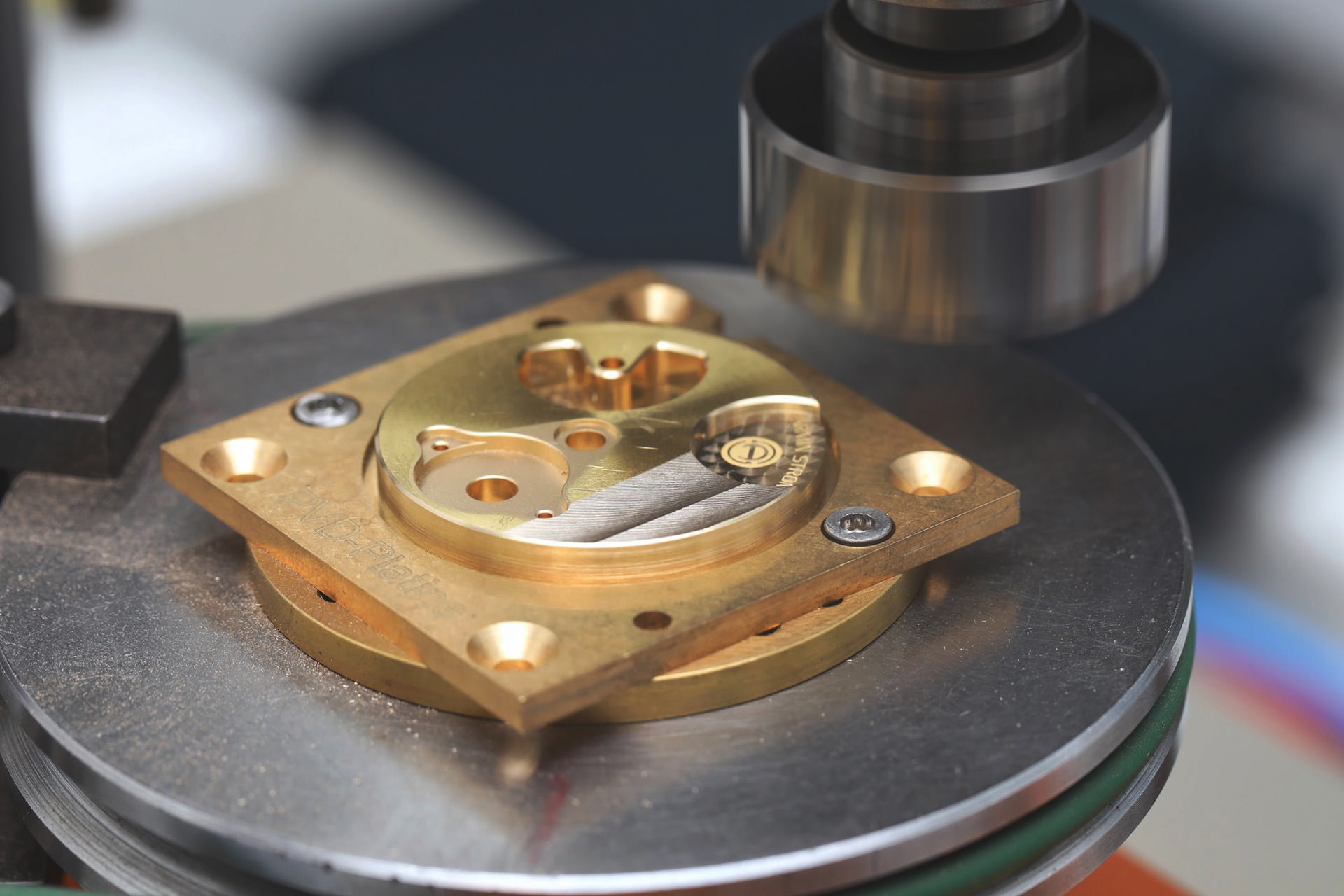
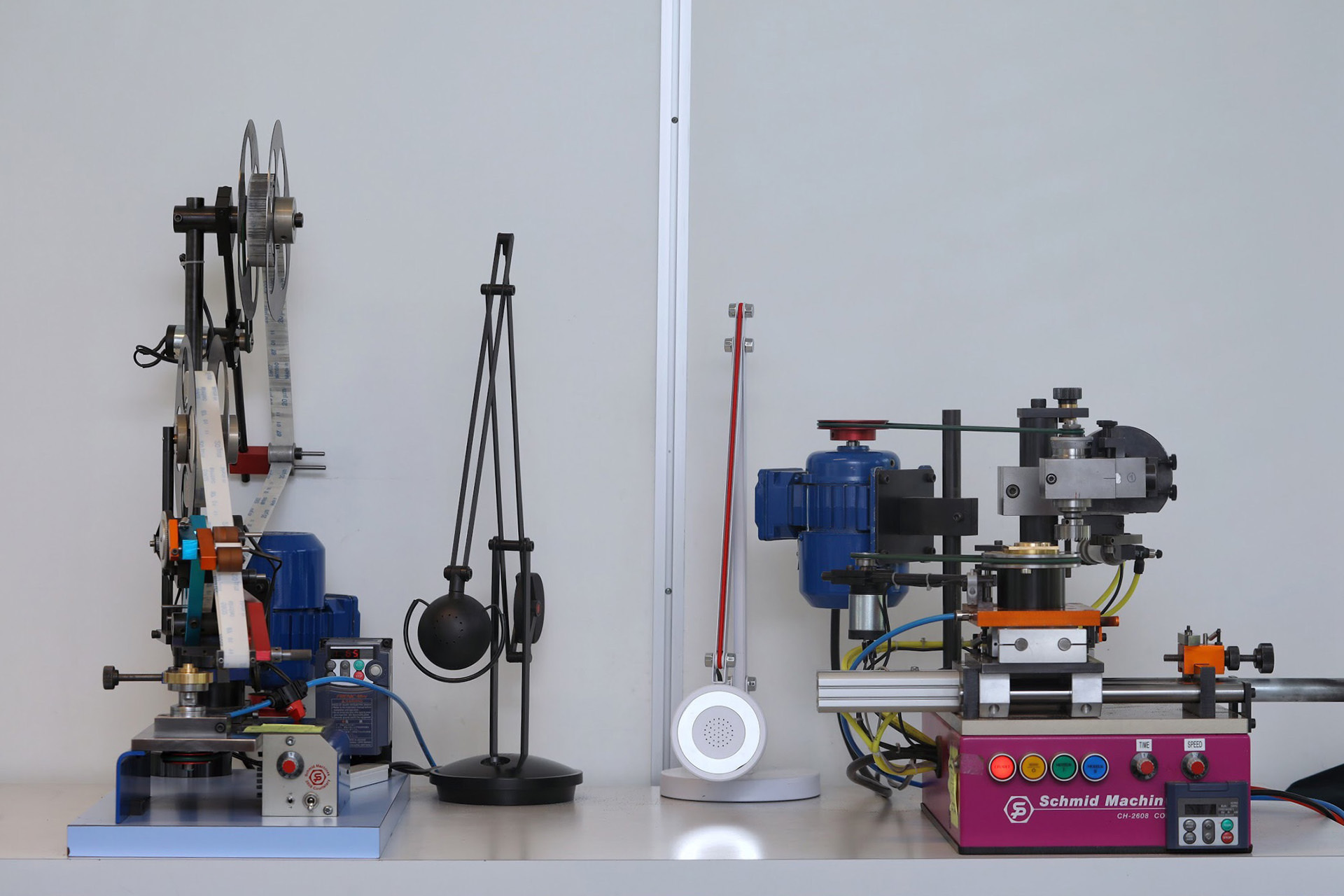
Until now all individual parts are identically. Only now, the decoration part makes every piece unique. In the Armin Strom Manufacture you will find all sorts of new and traditional machines that enable a 360 degree decoration service and proves the mastery of Haute Horlogerie. The engraver works by hand and of course cannot work as precise as a machine would. Working on bare brass or steel is a Sisyphean task and after decoration, all parts need to be polished. Even for a small part like a pallets bridge a watchmaker needs to spend around half an hour on chamfering and polishing edges. Every part is polished even if it is in the end not visible in the finished watch.
Geneva Stripes (left)
‘Perlage’ (right)
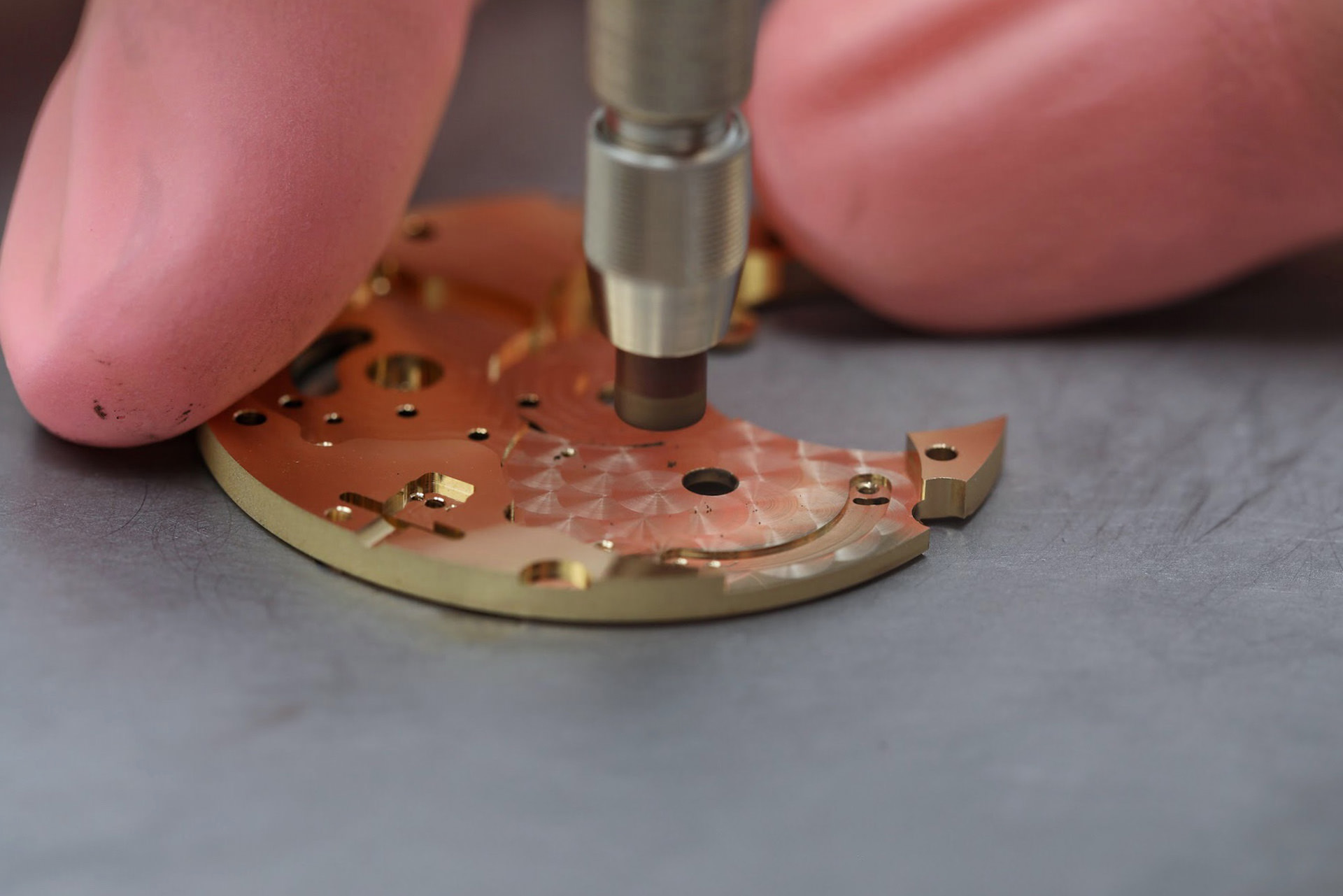
Another part of the Haute Horlogerie is the ‘Perlage’, a circular graining method generally used on the main plate. The watchmaker uses a rotating pencil, which is gently moved in a circular manner across the surface and creates these cloudy-looking, overlapping motives. At the very end the workpieces are given a ‘Geneva Stripes’ finish.
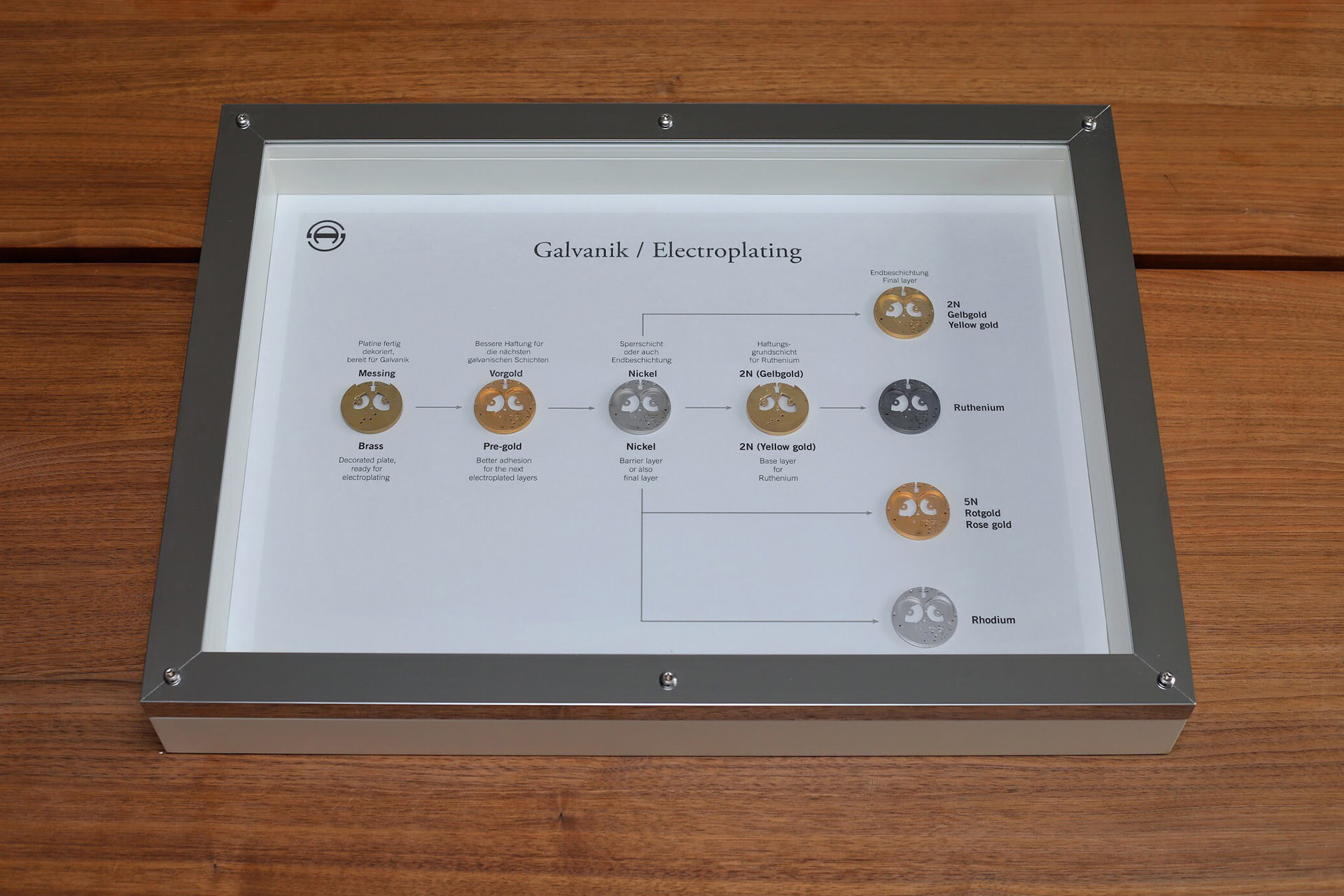
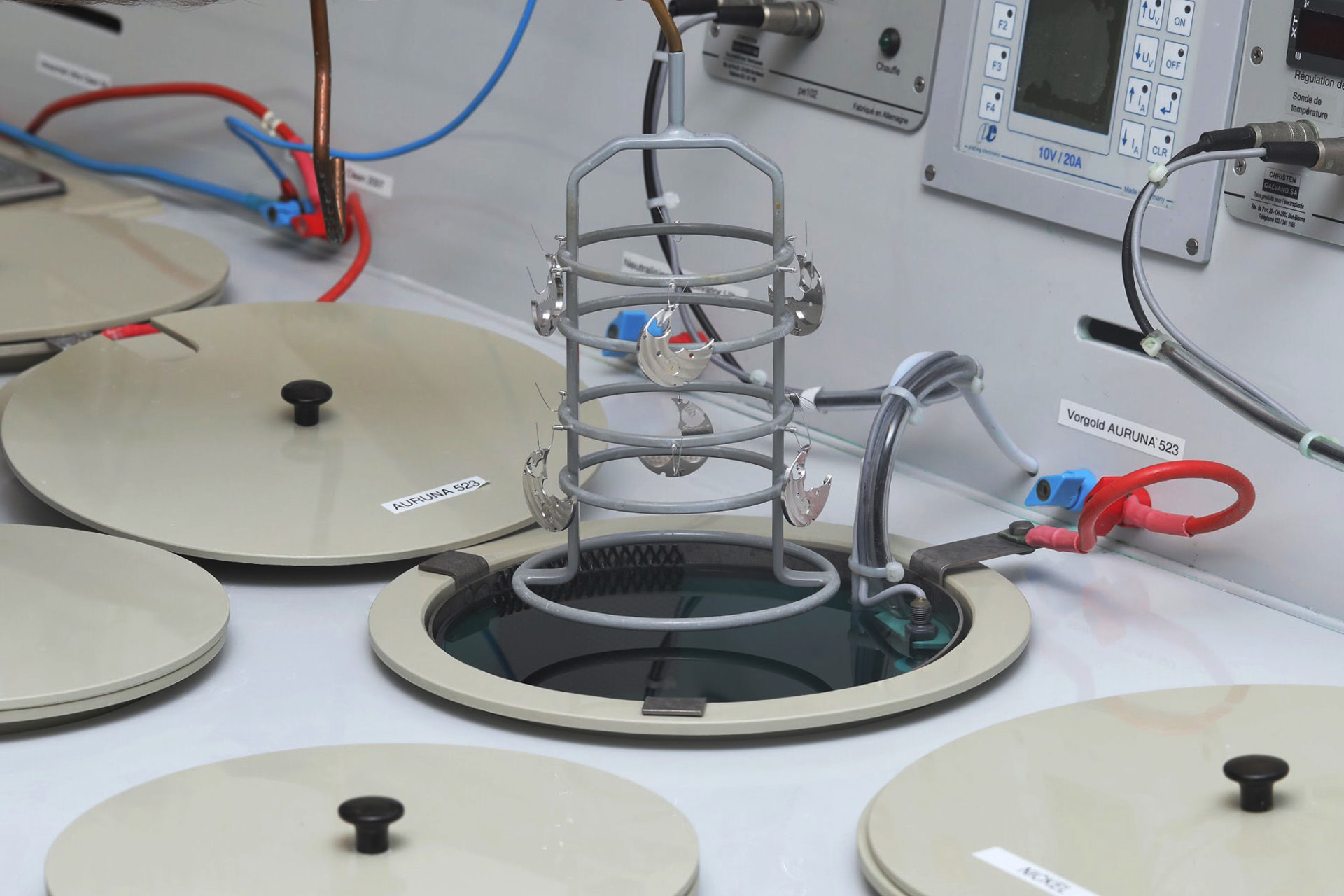
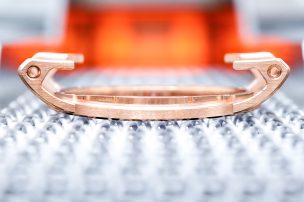
Electroplating
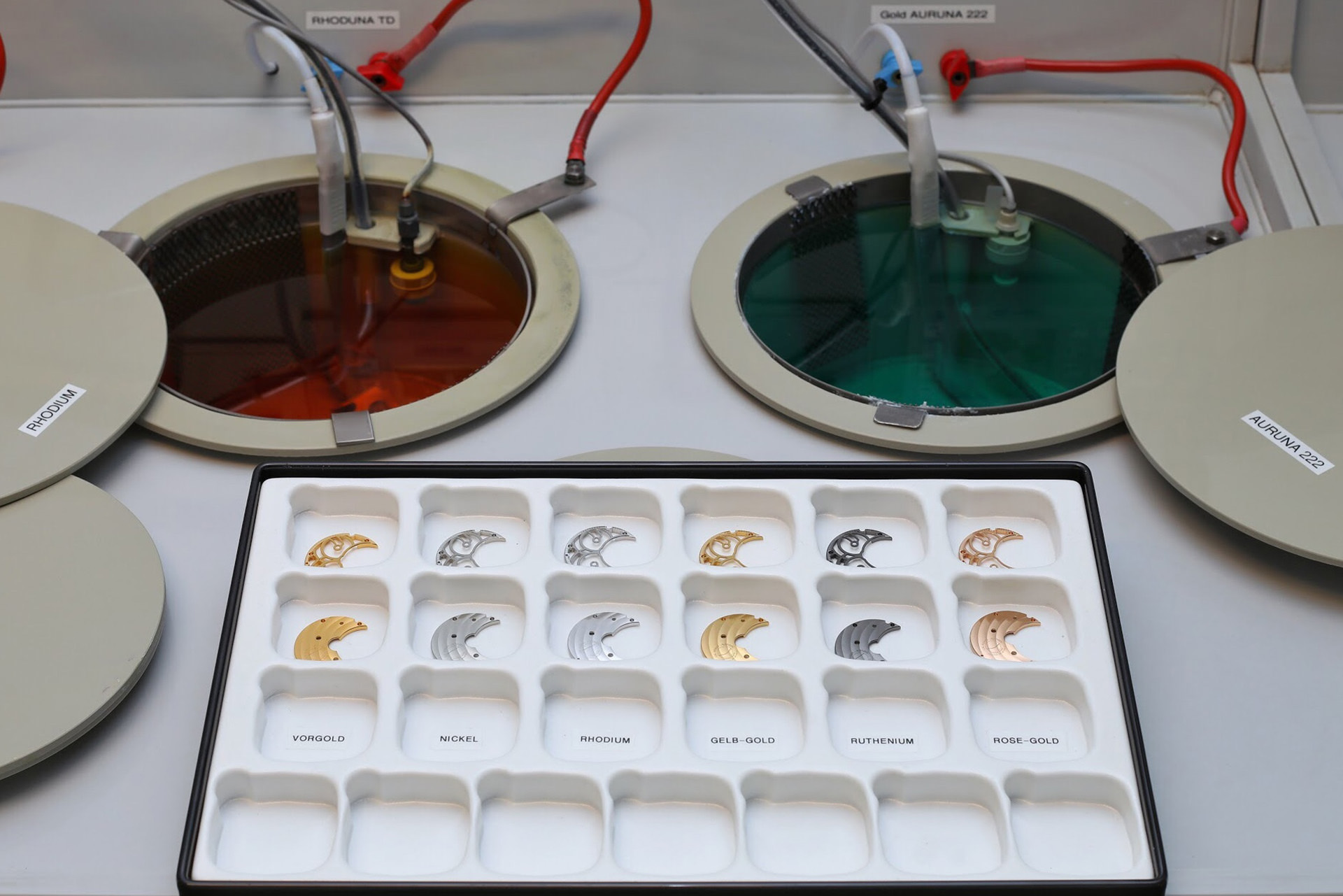
Now it’s time for a bath. Once decorated and polished, the individual parts (mainly bridges, plates, wheels and levers) are diving into a plating bath, the process called electroplating. All steel and brass parts are coated with pre-gold and then with a layer of nickel. Nickel protects against corrosion and hardens the surface. In a second step the plates – depending on the model and style of the watch – take another bath and are coated with either yellow-or rose gold, whereas the bridges are coated with a shining white rhodium.
The plating bath strengthens the plates and gives them the shiny finish
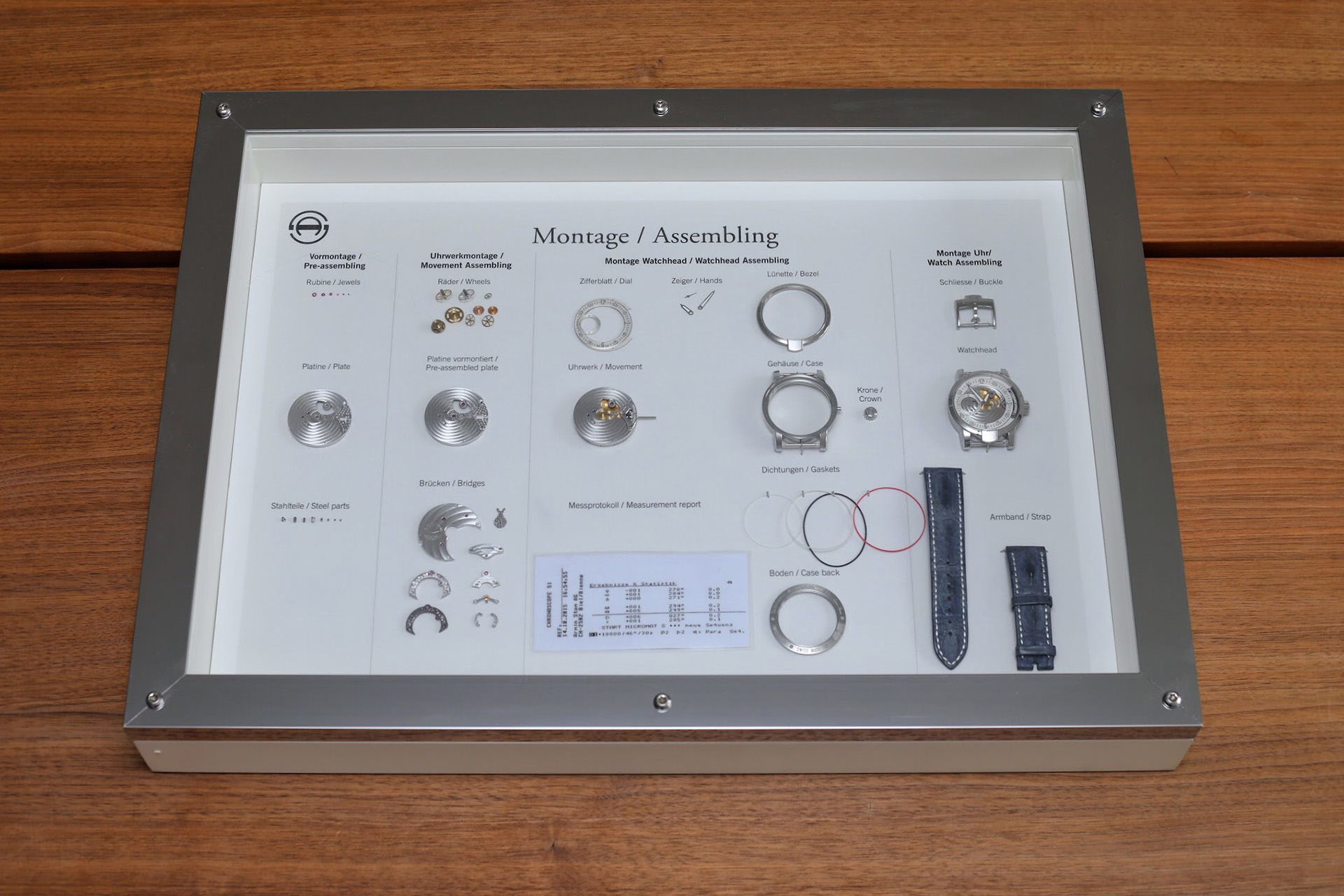
Assembling
In a final step the watch is coming alive. But it is not just done by simply putting all pieces together. It’s a crucial operation – the watchmaker uses a pressing tool to insert the jewel bearings for the spindles of the toothed wheels into the plate and bridges. The way the jewels are pressed in influences the correct vertical play of the gear-train. Only now all remaining movement-parts can go into position. But as if it was not already laborious enough, the movement is completely disassembled again.
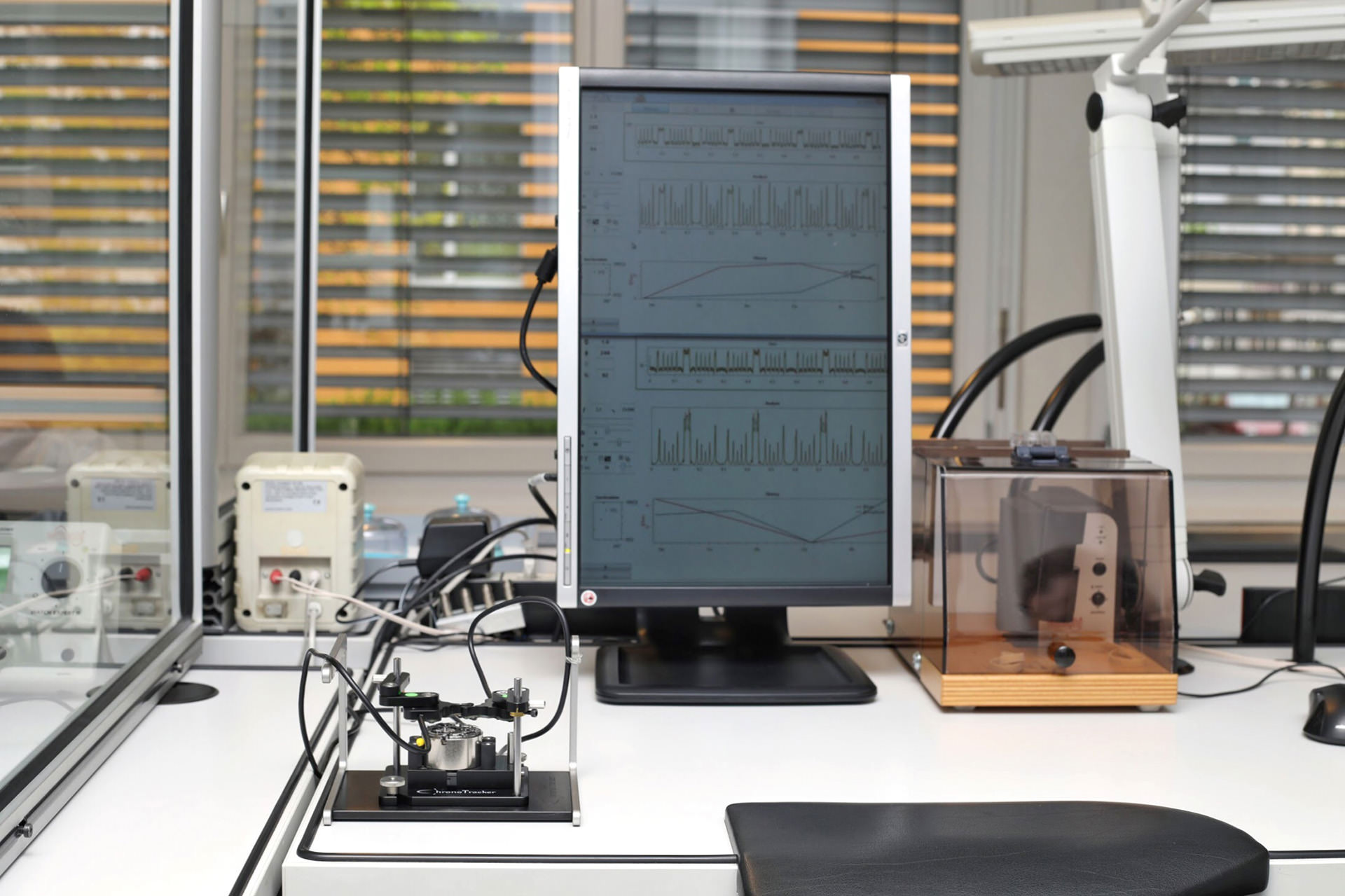
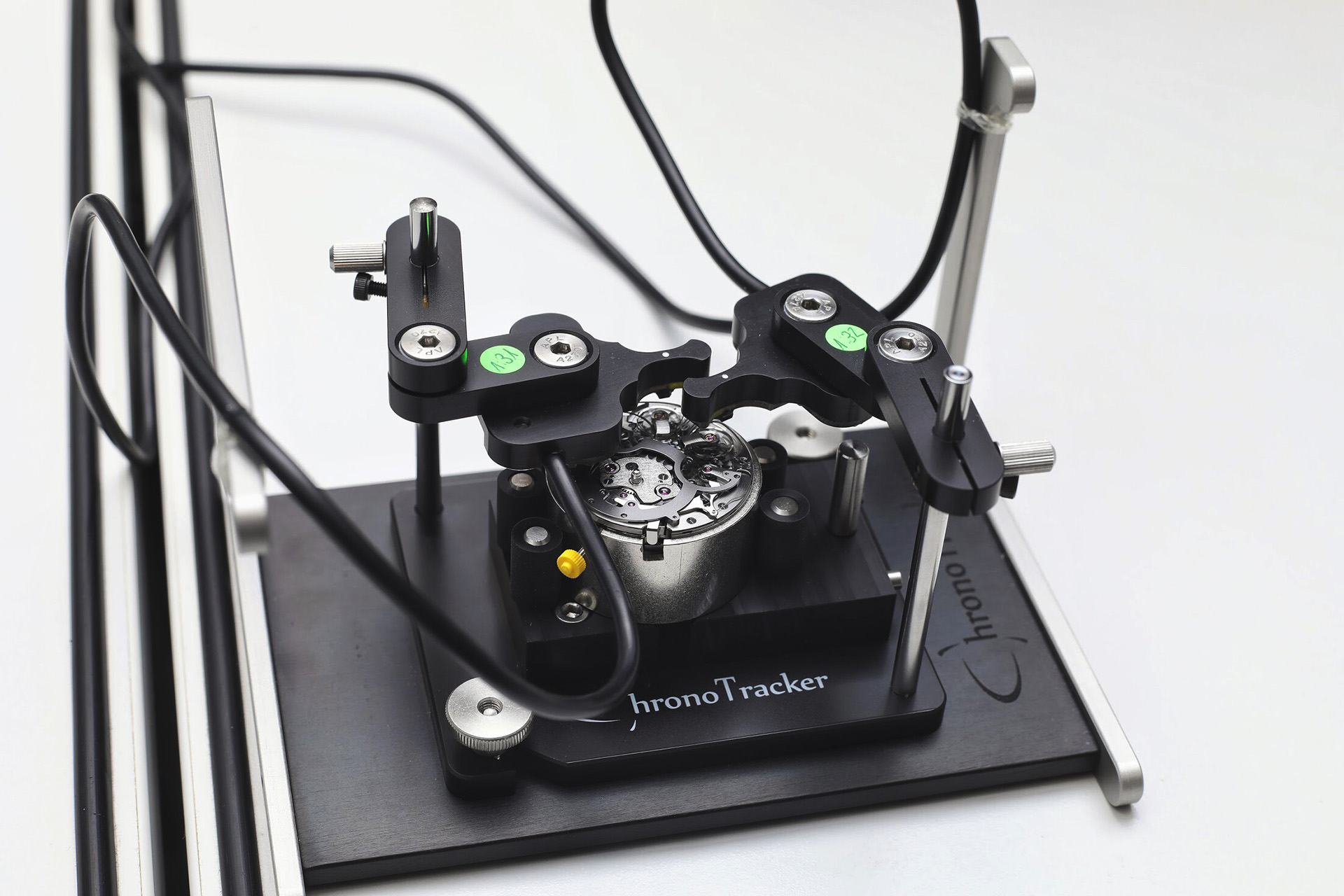
All parts need to be washed and dried before they can go back in place and receive some lubrication. After another few days of testing phase and only when the watch has passed all the quality tests it is finally ready for the customer.
It was in 1972 when Ferdinand Alexander Porsche decided to establish a design company for watches (and other products) after he retired from the operating business at Porsche. Ever since he has been a designer, not only was it him who developed the 911, but he was also in charge of all design aspects of…
Once, the small village of Fleurier in the Swiss canton of Neuchâtel has been an important place for watch making. But in the 1970s the quartz crisis had a major impact on the watch industry in Fleurier. At that time a young watchmaker called Michel Parmigiani was faced with the decision either to become an…
Jaeger-LeCoultre, often dubbed the ‘Watchmaker of Watchmakers’, has a long history of supplying parts to esteemed brands like Patek Philippe, Audemars Piguet, and Cartier. Today a fully integrated manufacture producing some of the most coveted and complicated luxury watches in the world, this legacy of expertise is upheld by the 180 crafts that continue to…
Richard Mille's company history is marked by an unprecedented rise. In 2001, the first Richard Mille watch, the RM 001, made an immediate impact with its tourbillon regulator and a six-figure price tag, causing the brand to stand out from the crowd from the get-go. Almost as legendary was Richard Mille's decision to throw the…
We are standing in Glashütte in front of a mileage post from 1734 next to the A. Lange & Söhne manufacture, which signals the distances to the surrounding villages and towns. Back then, the post indicates, it took six hours and fifteen minutes to get from Glashütte to Dresden by horse-drawn carriage. Glashütte was nothing…
The case of the newest collection CODE 11.59 by Audemars Piguet has a complex architecture which required the use of dedicated tools and sophisticated hand finishing techniques. It has an octagonal middle case with a round extra-thin bezel and stylised arched lugs. The case’s multiple geometries and ergonomic curvature made the conception, manufacturing and decoration of each…
A vast structure of concrete and glass forms Cartier’s manufacture in the UNESCO World Heritage Site watchmaking town of La Chaux-le-Fonds. Across the panes of glass, which reveal only the subtlest glimpse into the world of watchmaking on the other side, the unmistakable cursive Cartier logo spreads itself across the austere building’s exterior, alongside the printed words: Manufacture de Haute Horlogerie. It’s an imposing…
Founded as recently as 2001, Lang & Heyne has swiftly established a strong reputation among collectors, thanks to its remarkable horological expertise and artisanal skill. The manufacture is based in a historic mill near Dresden and seeks to continue the legacy of the city’s renowned court watchmakers, such as Johann Heinrich Seyffert and Johann Friedrich…
While it is an extreme privilege to have been inside pretty much every Swiss horology house, at some point, a picture automatically forms in one's mind as to what to expect when visiting yet another manufacture of mechanical watches. https://youtu.be/HQb-oEhKL9o What attracted me most to visiting the Piaget factory in Geneva was my totally fragmented…
The masterminds behind OMEGA strive to be ahead everyone else. A milestone and watch for which the brand is probably most remembered by is the OMEGA Speedmaster Professional Moonwatch, which was the first watch they shot to the moon in 1969. That is nearly 50 years ago. In 2015, OMEGA introduced the world’s first Master…
Christian Lattmann already waits in the manufacture’s entrance as we arrive in La Chaux-de-Fonds. The brand’s CEO welcomes us in such a heartfelt way, as if we had been long-time friends of the Maison. It all feels so familiar, not only, because the small but fine manufacture is very charming anyway, but also, because despite…
Glashütte – the renowned town of German watchmaking – is home to Nomos, an innovator that has gained international acclaim for its minimalist design, aimed at achieving the maximum with minimal resources. During a visit to the manufacture, we had the opportunity to follow the entire process of creating a Nomos watch – from raw…
A few weeks back we were kindly invited to discover the new Panerai manufacture headquarter which is idyllically located in the mountains just above a lake near Neuchâtel, the heart of the world of fine watchmaking. It’s equipped with incredible advanced technologies, a ‘think tank’ department called The Laboratorio di Idee, the RFID system to streamline…