We met Tim Stracke from Chrono24 for an interview and talked about the pre-owned watch market – and much more.


What defines a dial from Glashütte Original? How much manual craftsmanship, how much technology, and how many steps are required from the initial design draft to the finished dial that ultimately gives every timepiece from the manufacture its distinctive face? In search of answers to these questions, we attended the opening of Glashütte Original’s new dial manufacture. This latest chapter in the long tradition of Saxon fine watchmaking is intended to consolidate all dial-making expertise at the Glashütte site. Here, we take a look behind the scenes.

With the inauguration of the new Glashütte Original dial manufacture, the gradual relocation from the former site in Pforzheim, Baden-Württemberg, has now been completed. As early as 2022, the process began of successively transferring machinery and personnel to Glashütte. The aim was to concentrate all manufacturing competencies for a mechanical watch at the Glashütte site—not least to facilitate a closer dialogue between the design department and dial production. Today, the main manufacture and the dial manufacture are situated just a few metres apart.

While Glashütte Original communicates a vertical integration of over 95%, this figure still primarily refers to the movement—a level of in-house manufacturing the company had already achieved previously. What is new, however, is that dials are now also produced in Glashütte, meaning that another important stage of production has been brought in-house.
This aspiration is overseen by the Head of Production at the dial manufacture, who guided us through the workshops. “Everything that forms the face of the watch is produced here,” the Thuringian explains. The range extends from manually cutting out the indices to galvanic treatments and a host of laser engravings—not only on dials, but also on mainplates, bridges and cocks. In addition to improved quality control, the Head of Production cites other reasons for Glashütte Original’s high level of in-house manufacturing: greater flexibility in the communication and design of dials, as well as increased value creation per employee. The latter is evident in the fact that every employee in the dial manufacture is, in principle, capable of operating any machine—not least in order to gain a better understanding of both their own tasks and subsequent steps in the process.
Before the actual production of a dial can commence, the dial manufacture receives a design drawing—the initial concept—from the design department of the main manufacture. The first essential step now lies in determining how the dial can be realised from a technical perspective and in establishing the corresponding process sequences. As the Head of Production explains, this is developed using a production plan: “We then prepare the technical drawings—on the one hand, the ‘finished dial’ drawing, which depicts the fully assembled dial, and from this, a drawing of the raw part. On the other hand, there is also a drawing for the indices, required for the later appliqués. This drawing must be provided so that the supplier knows exactly how the appliqués are to look.” All the machine data is derived from these drawings—be it for the laser engravings of the pad printing cliché plates, which are also produced in the dial manufacture, or for the CNC milling machines in the main manufacture, which later machine features such as the windows for the panorama date and moon phase into the dials.

Once it has been established which tools are needed for each stage of the process, a first small test series of 50 to 100 pieces can begin. This pilot run serves to identify and rectify any potential errors in the conceptualisation for later series production at an early stage. At the same time, the key advantage of the new dial manufacture becomes apparent: thanks to its proximity to the main manufacture, the Head of Production is now able to discuss changes quickly and directly with the design department and to present a specimen from the test series in person.
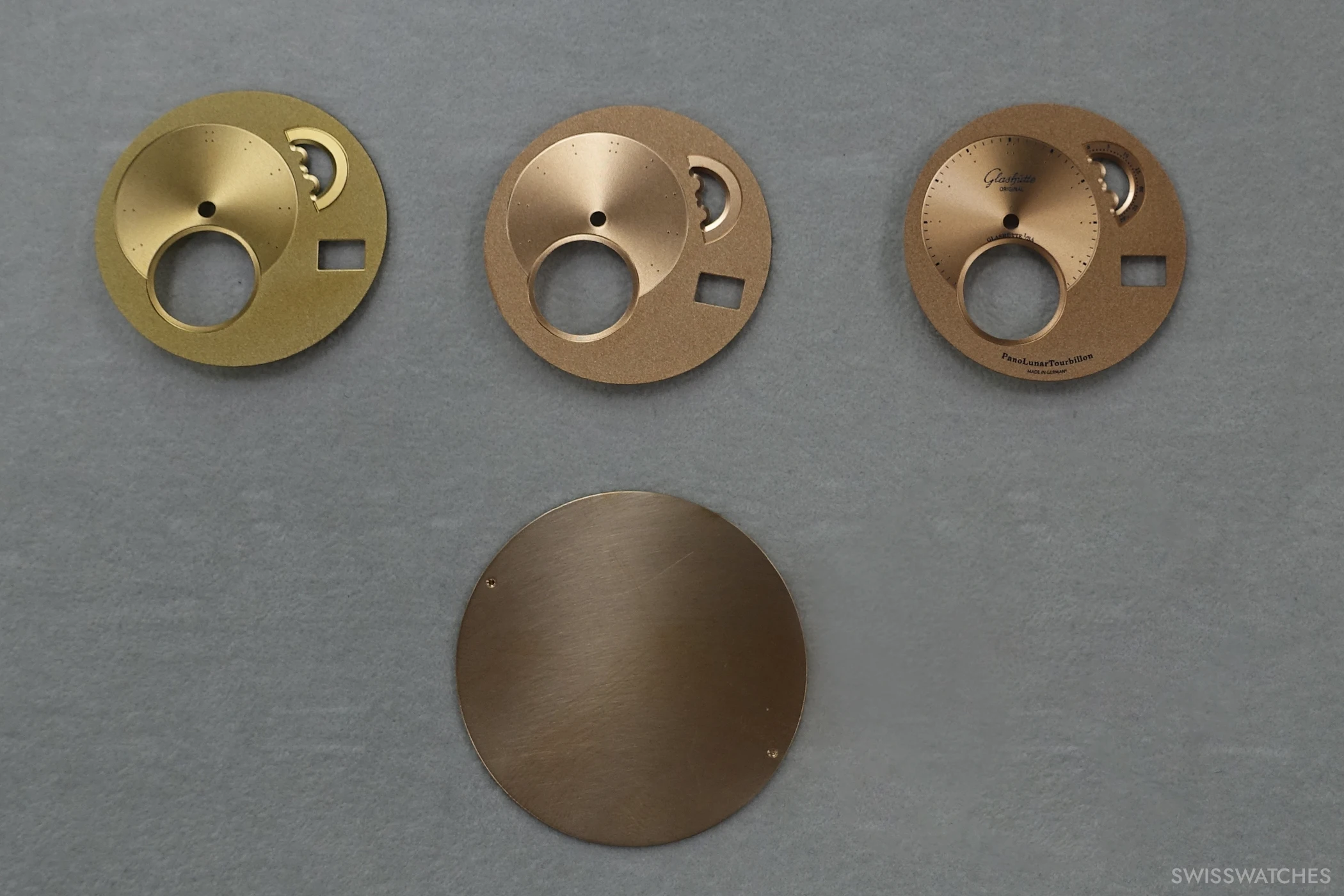
Following the preparatory stages described above, series production of a dial begins. First, in the in-house stamping shop located in the main building of the manufacture, a raw blank is stamped and milled. On the front side, all the recesses for indicators such as the panorama date, moon phase, or holes for the hands are created; on the reverse, pockets are milled for the so-called index feet and the later appliqués. These raw blanks are also always equipped with two reference holes—a detail that the Head of Production particularly emphasises: “All subsequent processing steps and geometric forms are aligned according to these two reference holes. This ensures that, in the end, everything fits together perfectly.”
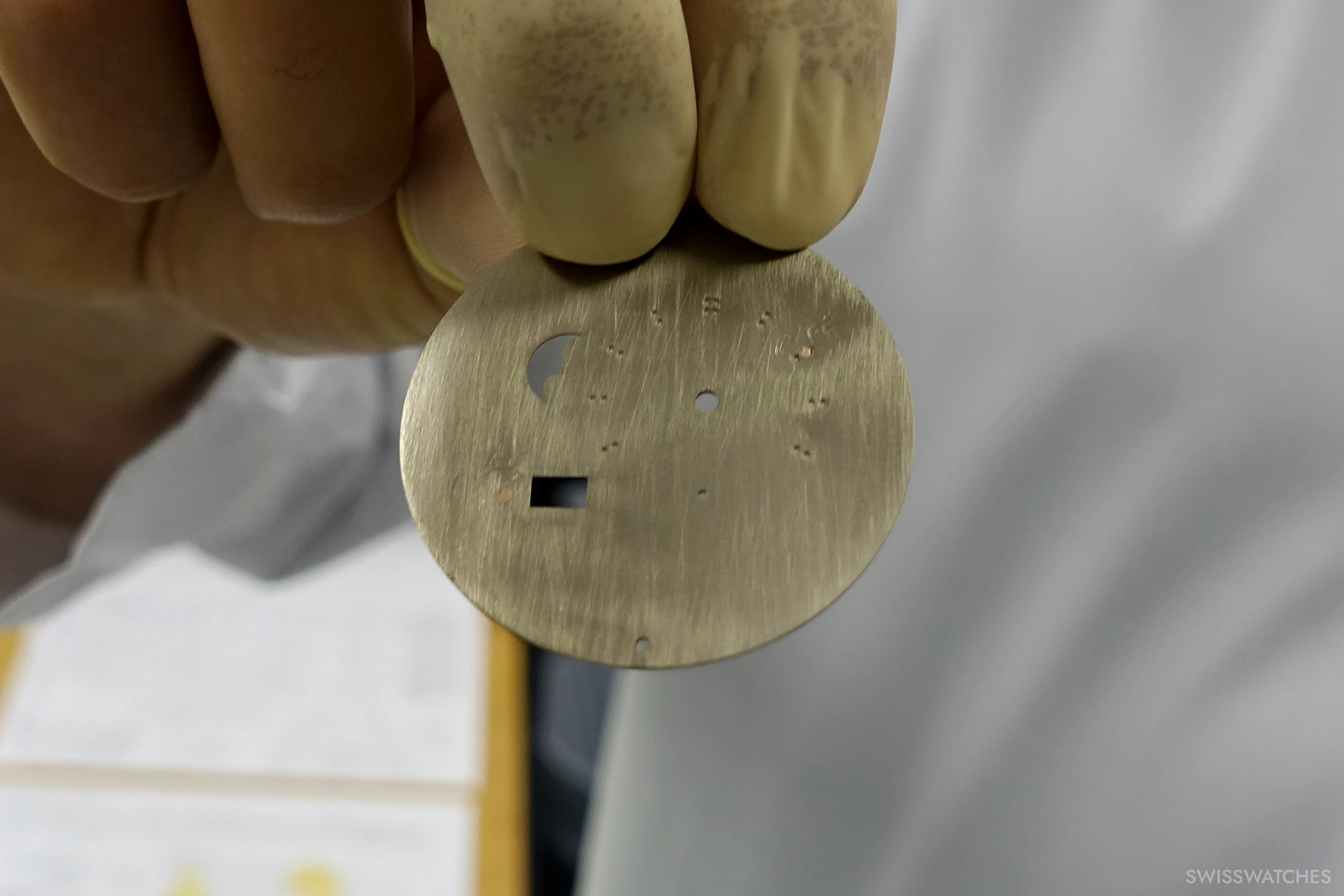
The raw blanks are then sent to the dial manufacture for the first time, where the initial operation involves attaching the dial feet to the reverse. These tiny copper feet serve to secure the dial precisely within the movement and to screw it firmly in place.
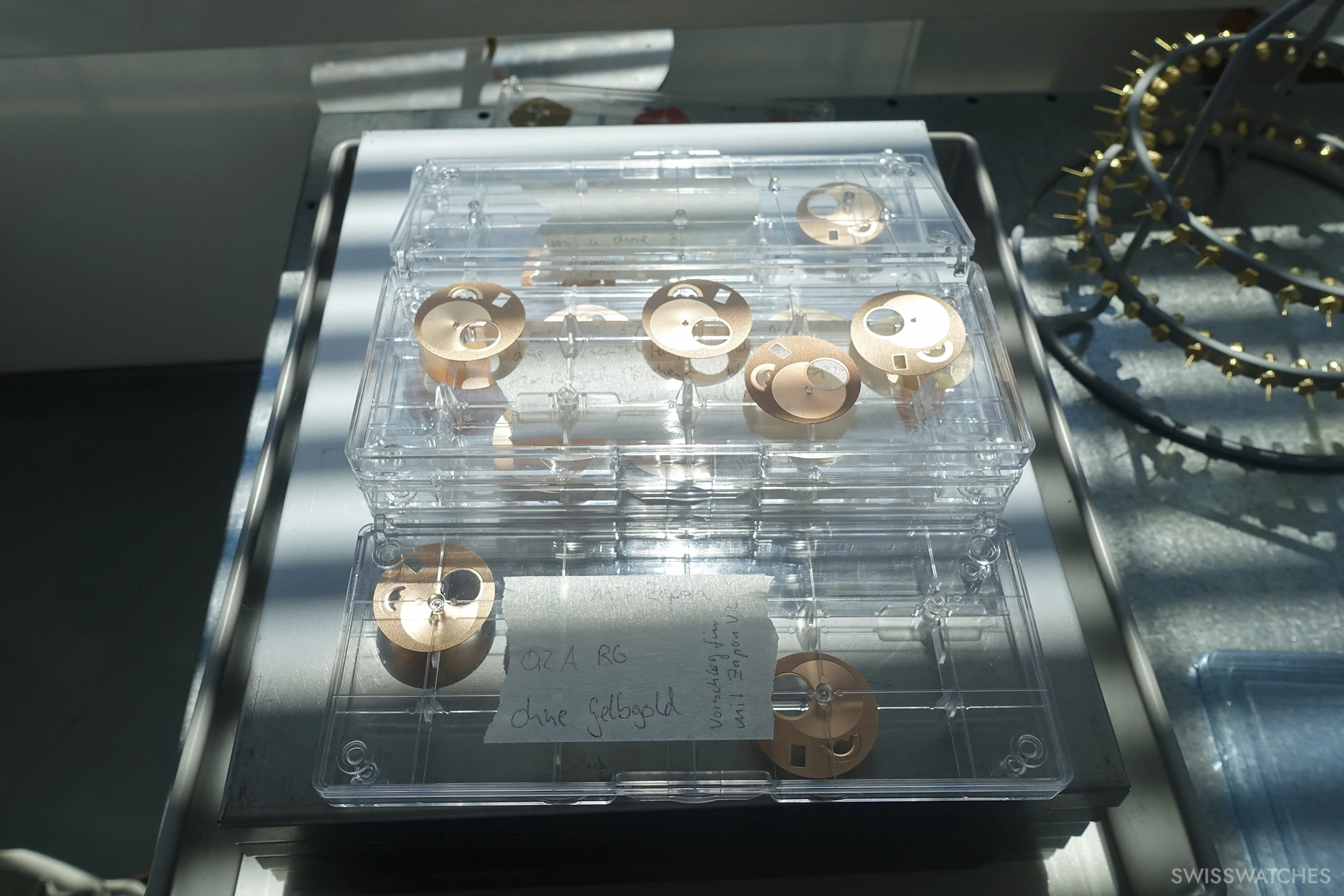
Glashütte Original uses a total of five different base materials for its dial blanks: German silver, bronze, and brass are the most common—solid silver and gold are used more rarely. As a rule, brass is chosen unless there are specific aesthetic requirements. However, should the base material or certain design elements need to remain visible on the finished dial, German silver or bronze is also utilised. The reason is that in some models, the uppermost layer is removed to reveal the underlying baseplate as a decorative element. Furthermore, the base material can also influence the colour of the finished dial.


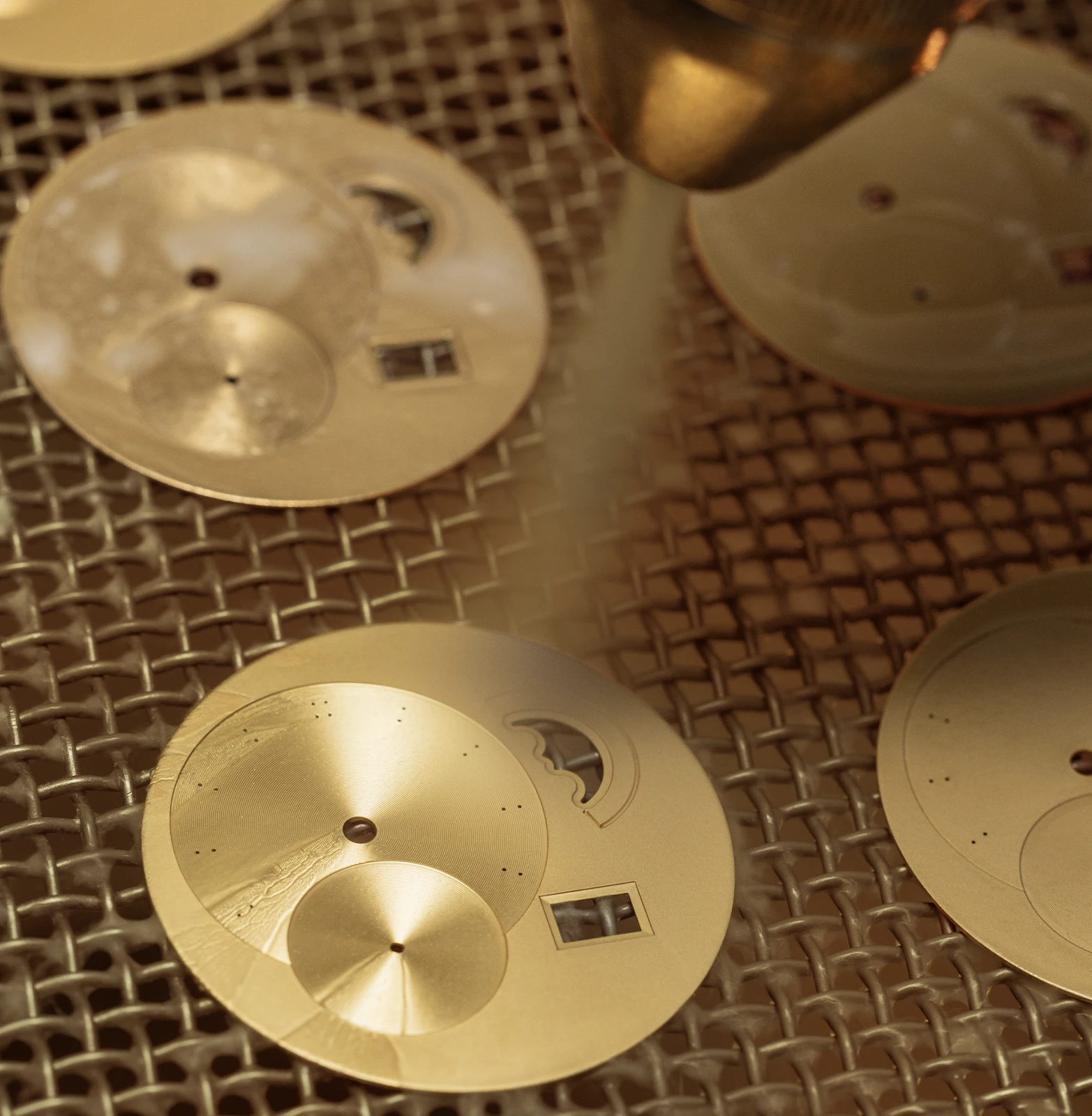
The moon disc—one of the defining features of many Glashütte Original watches—is produced entirely in the new dial manufacture. Each begins as a pre-cut, toothed blank produced at the main facility, which is first ground and then polished. The stars are then applied in three separate pad-printing processes: a special protective layer shields the star motifs during the galvanic colouring stage, ensuring that they retain their lustre and stand out distinctly from the background. In the next step, the disc is bead-blasted and then galvanised—a process that gives the moon discs their characteristic deep blue hue.


To reveal the actual moons, recesses are milled into the disc, exposing the base material. The result is two large, silver or rose-gold depressions on the moon disc, each with a slightly convex base. The close cooperation between the main manufacture and the dial manufacture is demonstrated, for example, by the specially developed fixture used to immerse the moon-phase discs in the galvanic baths—these racks are produced in Glashütte Original’s own toolmaking department.


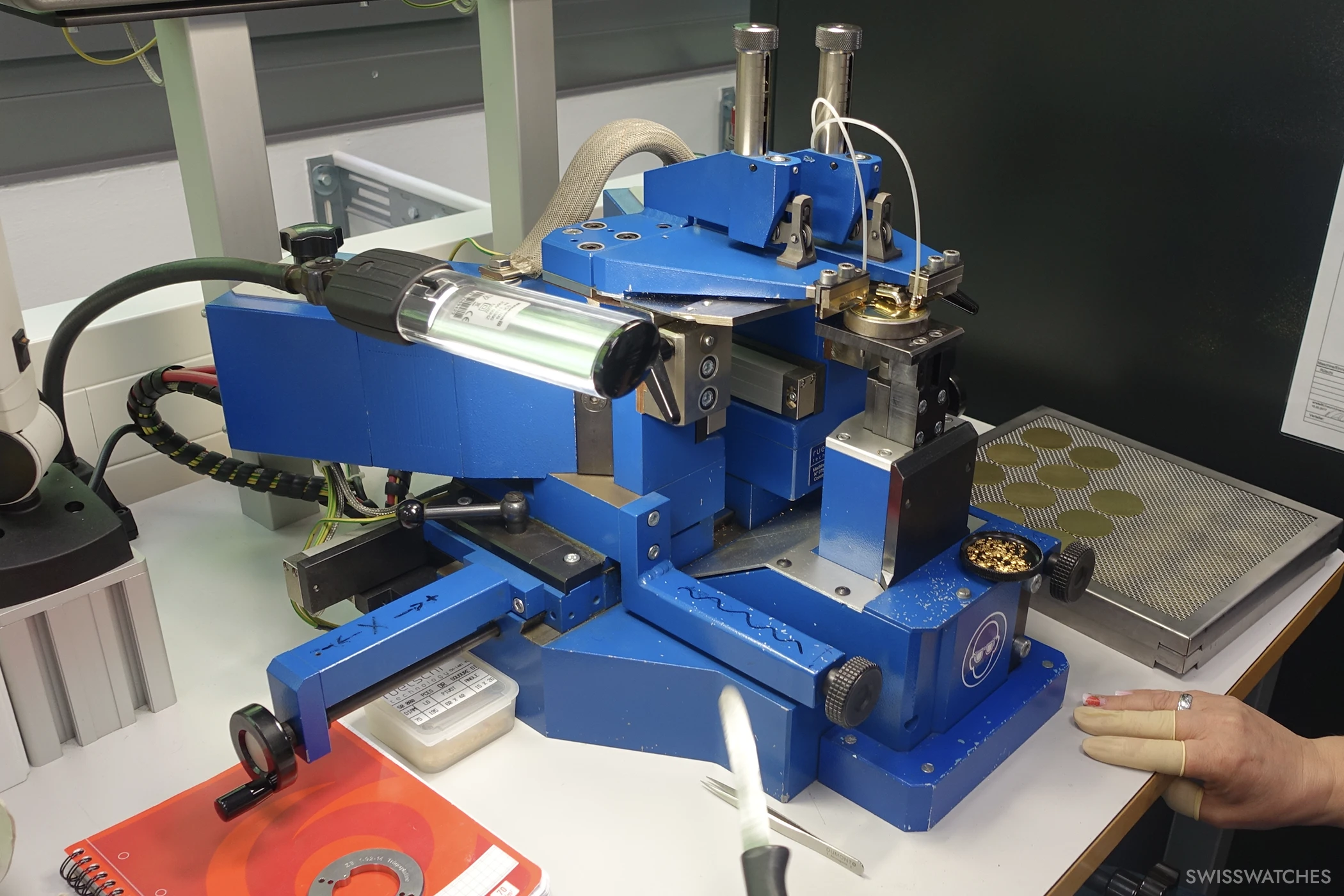
The laser engraving machines—where the fusion of traditional and modern technology is particularly evident—play a central role in the dial manufacture at Glashütte Original. Essentially, they serve two primary functions. Firstly, the laser engraving machine is used to engrave the cliché plates for pad printing. Here, the desired motif—be it indices, numerals or logos—is precisely etched as a depression into a metal plate (known as the cliché or pad-printing plate) using the laser. This plate is then coated with liquid ink in the pad-printing process and used to transfer the motif onto the dial. According to the Head of Production, the benefit of this bespoke engraving lies in its exceptional flexibility. Should, for example, an employee notice during the printing process that the logo is positioned too close to the minute track, a new cliché plate can easily be produced, allowing the print image to be swiftly adjusted.
Secondly, the laser engraving machine is employed to decorate various components—such as three-quarter plates, bridges or cocks—with intricate patterns that would be extremely difficult, if not impossible, to achieve by hand. One such example is the Clous-de-Paris motif, consisting of countless, closely arranged miniature pyramids that create a striking play of light. This pattern features, among other places, on the dial side of the movement in the Senator Chronometer Tourbillon of 2023.

Compared to purely hand-finished techniques, laser engraving offers a considerable increase in uniformity, and the precision of the laser enables even the most complex motifs to be rendered—including entire images, such as on the PanoInverse Ref. 1-66-12-01-03-62, whose three-quarter plate is adorned with an intricate skyline.

Last but not least, the laser machine can also be used to create three-dimensional patterns or forms. For this, the desired shape—such as the moon disc of the PanoLunarInverse—is divided into different layers, each of which is ablated one by one until the three-dimensional object emerges. The result is, for instance, a relief-worked moon, whose surface displays the detailed craters and mountain ranges of our natural satellite, standing out impressively against the deep blue aventurine sky.


The PanoMaticLunar, launched in 2003, is distinguished above all by its off-centre arrangement of the hour, minute and seconds subsidiary dials. This design has earned it international acclaim as the “German Watchface” and is now regarded as the manufacture’s most emblematic aesthetic.
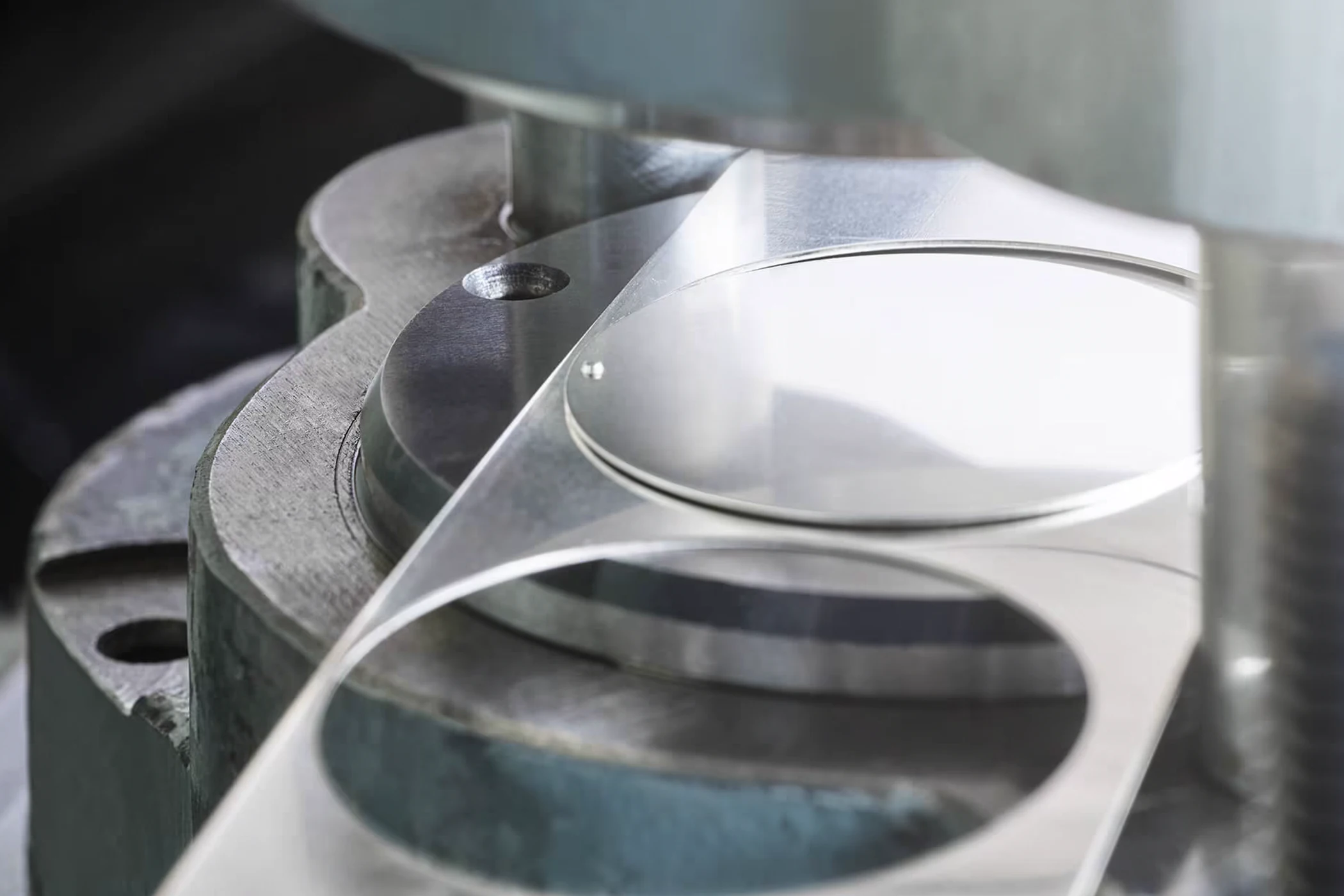
To achieve this unusual yet highly appealing combination, the next stage in the dial manufacture involves using a special tool to machine two recessed turning zones into the raw dial blank. The larger zone for the hour and minute display is machined first, followed by the smaller one for the seconds display. This is because the seconds subdial is recessed even deeper into the dial, so the larger zone must be produced first.
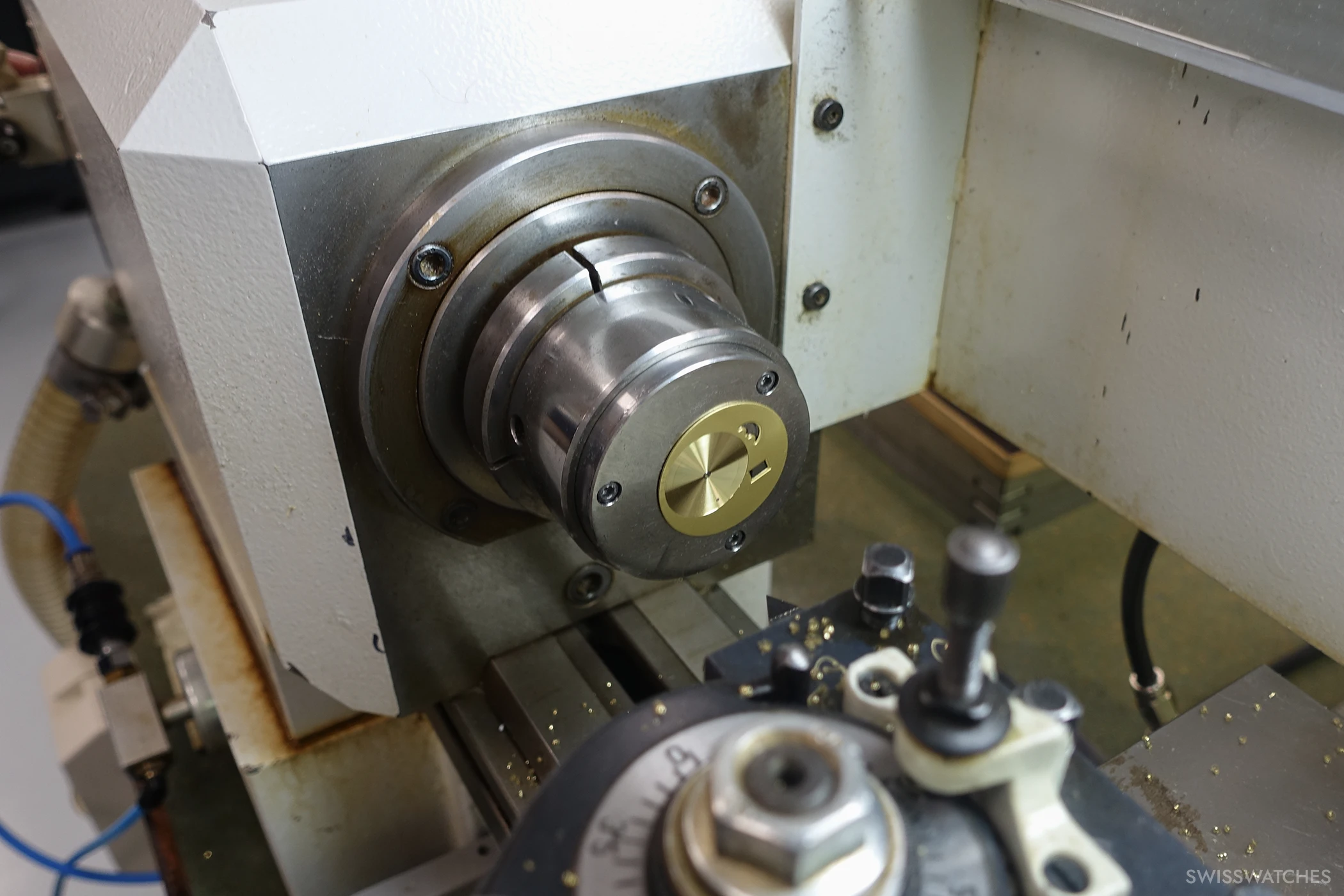


It is at this very machine that the so-called vinyl record pattern—a variant of the azurage finish—is also applied to the subsidiary dials. This process creates a circular grained finish which, depending on the design, may be executed more coarsely or finely. The reason for this is that the grooved pattern remains particularly visible on galvanised dials, whereas lacquered dials tend to soften the effect. Consequently, the vinyl record pattern is always executed more coarsely on lacquered dials.

Having addressed the areas dealing with raw components and the “geometry” of the dial, we now turn to the surface treatment of the dials. At the dial manufacture, “doing it ourselves” also includes the blasting and polishing of dials and their components—a significant advantage that comes with in-house production.
There are two types of blasting machines used: The smaller sandblasting machine works with fine grains of sand to create a matt, relatively rough surface. The second machine employs glass bead blasting, which results in a silky-matt and evenly lustrous finish. The choice between these two blasting techniques depends on the desired colour quality of the dial after galvanic treatment: a galvanically black dial is sandblasted, as this finish prevents light reflection and thus intensifies the black effect. In contrast, the sheen of a galvanically blue dial is best brought out by glass bead blasting.
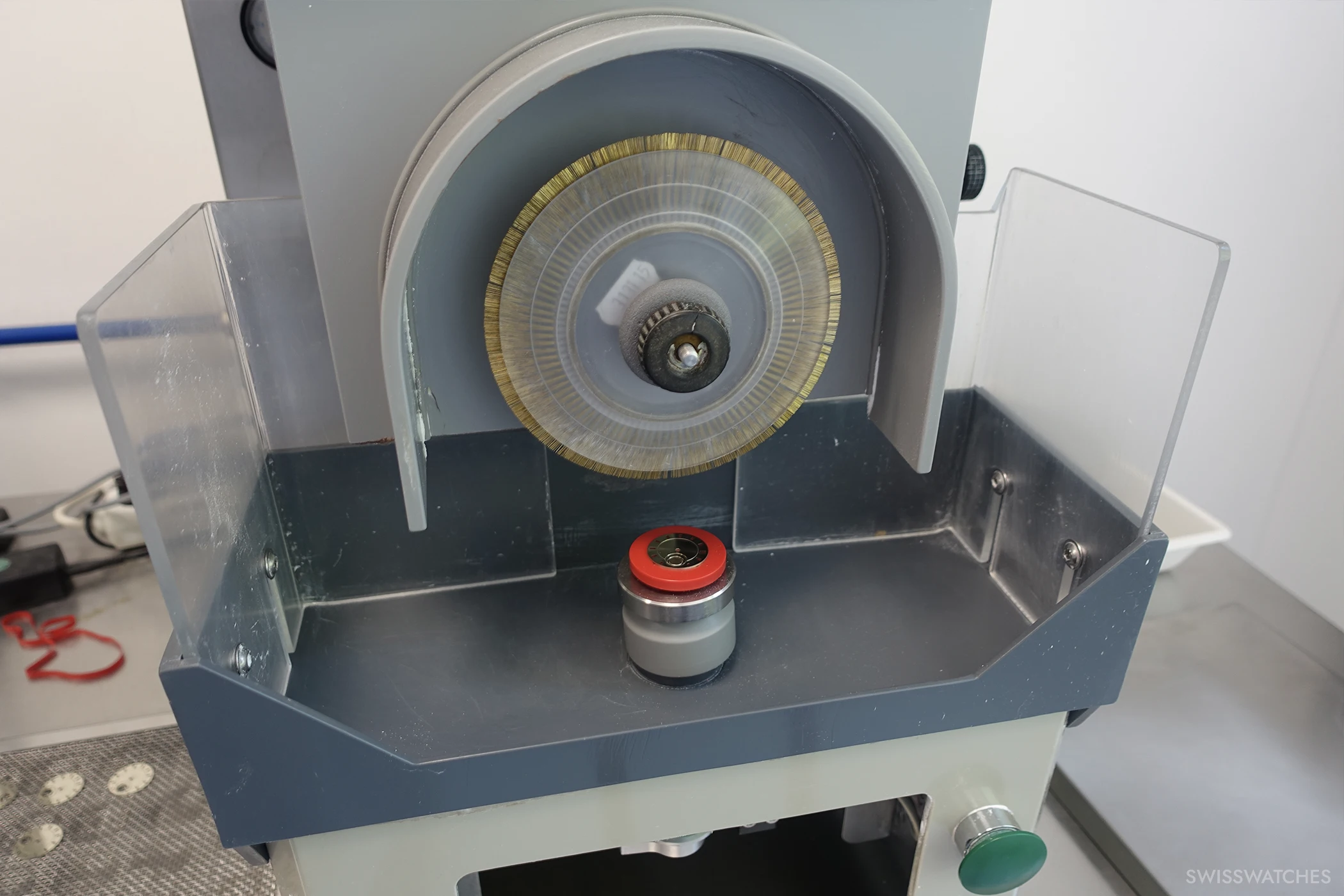
There are also various functions when it comes to grinding and polishing the dials: firstly, any welding bead caused by the dial feet is removed through grinding; secondly, polishing prepares the surface for the sunburst finish, providing a fine, structured base. The sunburst finish (or radial brushing) is also achieved at Glashütte Original using a specially designed machine. The dial is mounted on a turntable, and a fine abrasive brush is lowered from above, moving radially from the centre across the surface to create the characteristic sunray lines.

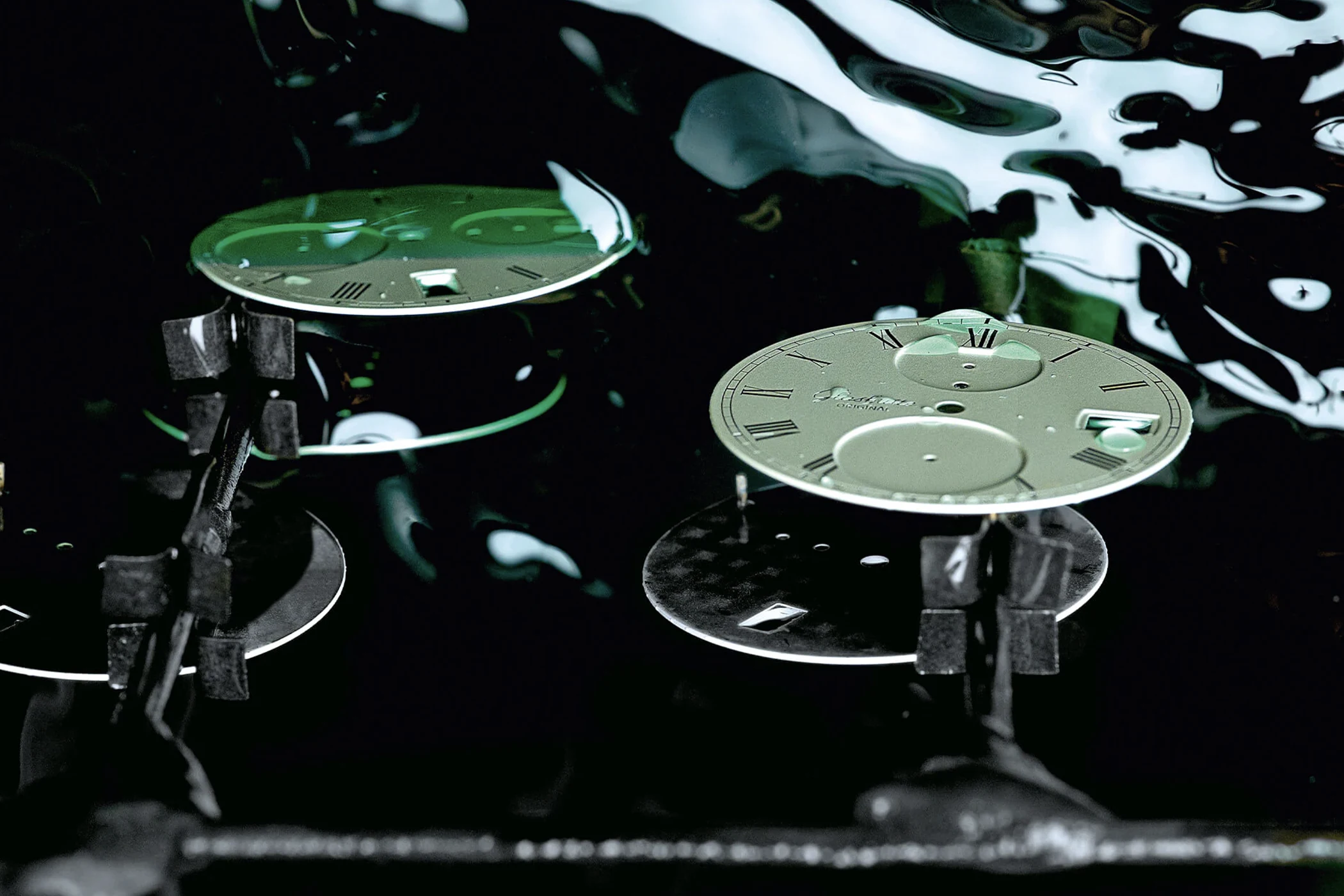
All of these operations, however, serve as preliminary work for the next stage of production: the colouring of the dial by means of galvanic baths and lacquering.

Within the dial manufacture at Glashütte Original, there are two main electroplating lines. Preparation comes first, before the actual colour baths are employed: the initial step is cleaning. Once the components have been detached, they are placed in ultrasonic baths, where they are electrically degreased—a lye solution removes fats from the surface. In addition, there is an acid pickling stage as a further pre-treatment before the components finally enter the colour baths.
A range of baths is available, including Nigre black, yellow gold—which not only serves as a tone for yellow gold dials but is also used as an underlay or barrier layer for subsequent colour coatings—rose gold and silver. Beyond that, the principal colours include black nickel, grey nickel and bright nickel. However, the most complex and, according to the Head of Production, the “most temperamental” bath is the galvanic blue. This bath is unstable, which is why test series must be tinted every morning to determine the required duration for the colouring process. Even then, the result remains somewhat uncertain, so the dial being coloured must be repeatedly removed from the bath and compared with a reference sample—if necessary, the procedure is repeated and the dial is re-immersed. This process can take up to three or four cycles until the desired shade of blue is achieved.
Directly adjacent to the electroplating department is the lacquering section. The reason: the electroplated components immediately receive what is known as a Zapon protective lacquer, which shields the metals from tarnishing, corrosion and oxidation, without significantly altering or discolouring the surface.
Once the dials have received their final shape, surface treatment, decorative finishing, colour and lacquer, the next step is printing. Pad printing—an indirect intaglio process particularly suited to uneven, curved or very small surfaces—is used to apply the minute track and the logo, among other elements, to the dial. To transfer the print images onto the silicone stamp—the so-called pad—the previously laser-engraved cliché plate is used.
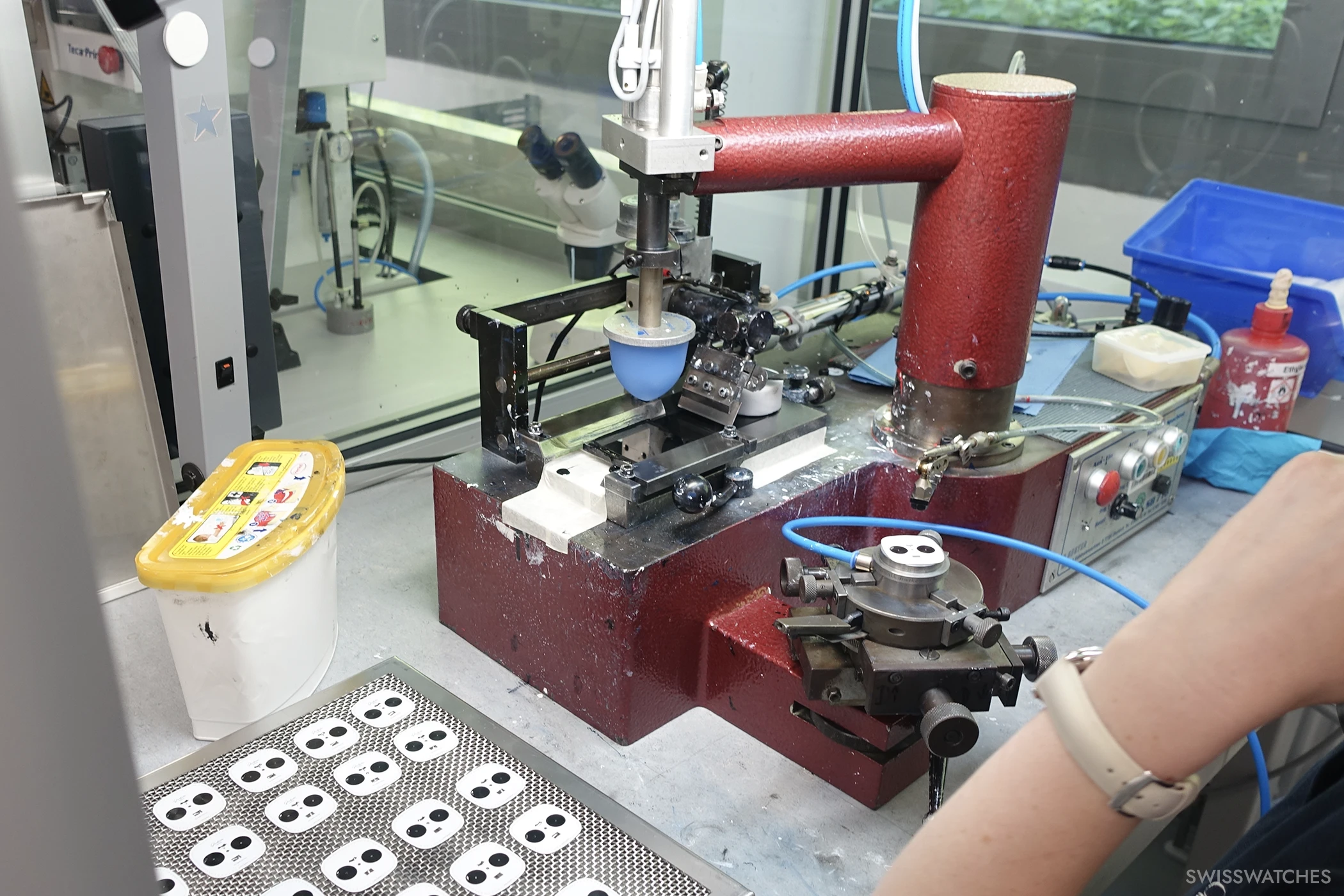

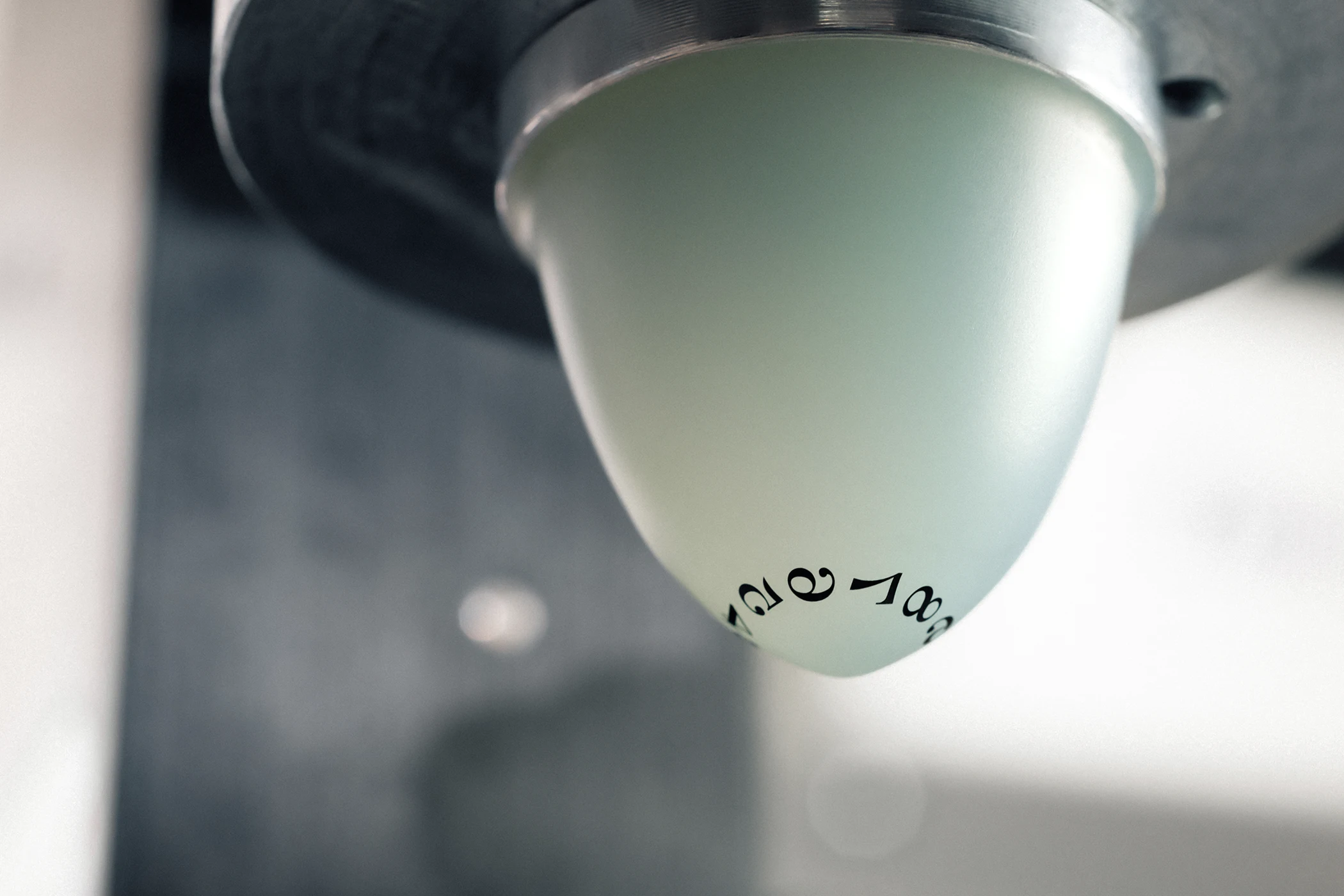

To achieve a certain degree of three-dimensionality for the printed elements, the ink is applied in a total of three successive printing passes. The minute track and logo are printed in separate, staggered operations, as the thickness of these motifs differs: while the minute track already attains a spatial, relief-like appearance after just a few passes, the logo usually requires several layers to achieve the desired three-dimensional effect. As the Head of Production reports, particularly elaborate dials—such as the Glashütte Original Capital Edition (Ref. 1-37-01-04-02-35)—can demand up to 14 different printing operations and several days’ work for a single dial.

The Head of Production describes the work in the print shop as “a labour of love.” This is evident in the fact that each machine is operated by a staff member who may spend several hours setting it up for the upcoming print run. In addition to the stars of the moon phase display, components such as indicator discs and rings for the panorama date or the calendar displays of annual and perpetual calendars are also printed by pad in this department. It is here, too, that luminous material is applied by hand to the hands and indices.

The expertise of the dial manufacture also extends to several special dial-making methods, including silver friction plating and the production of mother-of-pearl dials. Manual silver friction plating is a traditional craft now mastered by only a handful of specialists. First, a blank of solid gold or brass is engraved, the engravings are filled with black paint, and the piece is fired in a kiln. Any excess paint is then removed until only the deep-black inlay remains. The dial is then gently rubbed with a mixture of fine silver powder, salt and water using a brush, creating a uniformly shimmering, matt silver finish. Examples of this technique include the Alfred Helwig Tourbillon 1920, the Senator Chronograph Panorama Date in platinum, and the Senator Chronometer in white gold.


Mother-of-pearl is an organic material derived from the innermost layer of certain shells, prized for its iridescence and strength. Owing to its brittleness, its manufacture requires the utmost care and dexterity—a mother-of-pearl dial is just 0.4 mm thick. To protect it, it is mounted on an equally thin carrier plate made of brass or German silver. Coloured effects are achieved by applying blue or pink lacquer between the dial and the carrier plate, giving the mother-of-pearl a subtle tint.
There is no dedicated training programme for dial specialists at Glashütte Original—in-house, only watchmakers, tool mechanics and machining technicians are trained. The Head of Production himself originally comes from dental technology, the lacquerer from the automotive sector, while other employees have backgrounds in goldsmithing or model making. What unites them all, according to the Head of Production, are the qualities essential for dial manufacture: “Patience with oneself, manual dexterity, and, last but not least, a passion for fine mechanics.”












[…] reputation of a dealer is just as important as the details on the dial. Secure platforms and established sellers maintain transparent profiles with clear business […]