How Hermès Evolved from Leather Goods Specialist to a Respected Watchmaker – Symbolised by the new Slim d’Hermès Faubourg of dreams.


At the Dresden manufacture Lang & Heyne, numerous elements of horological expertise and artisanal skill are simply part of everyday practice — yet for outsiders, they often go unnoticed, making them all the more intriguing to explore in greater depth.
Founded as recently as 2001, Lang & Heyne has swiftly established a strong reputation among collectors, thanks to its remarkable horological expertise and artisanal skill. The manufacture is based in a historic mill near Dresden and seeks to continue the legacy of the city’s renowned court watchmakers, such as Johann Heinrich Seyffert and Johann Friedrich Gutkaes. In keeping with tradition, the models are named after Saxon electors and kings. Only around 150-200 timepieces are produced here each year, a direct result of the painstaking and time-intensive manufacturing and decoration processes. With a vertical integration exceeding 90 per cent, the Lang & Heyne manufacture produces almost all movement components in-house, including the escapement system, as well as hands and many dials, for instance those in champlevé enamel, which are all crafted by hand.

The low production numbers and artisanal approach mean that individual requests – such as alternative hands, special engravings, bespoke metal finishes for movement components, or various enamel dials – are gladly accommodated. This level of customisation is rarely found among larger high-end manufactures, and, should such wishes even be considered, would incur exorbitant costs.
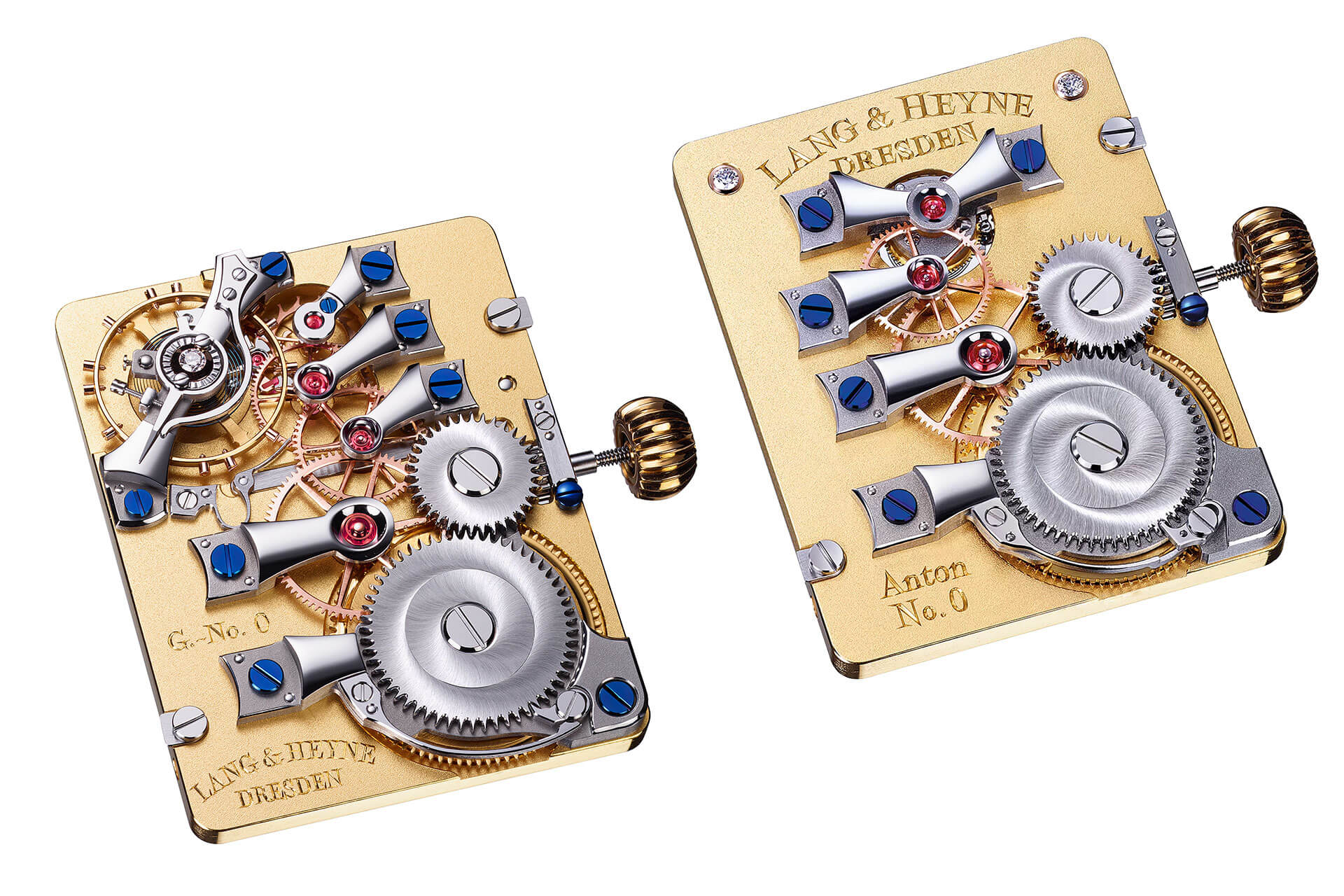
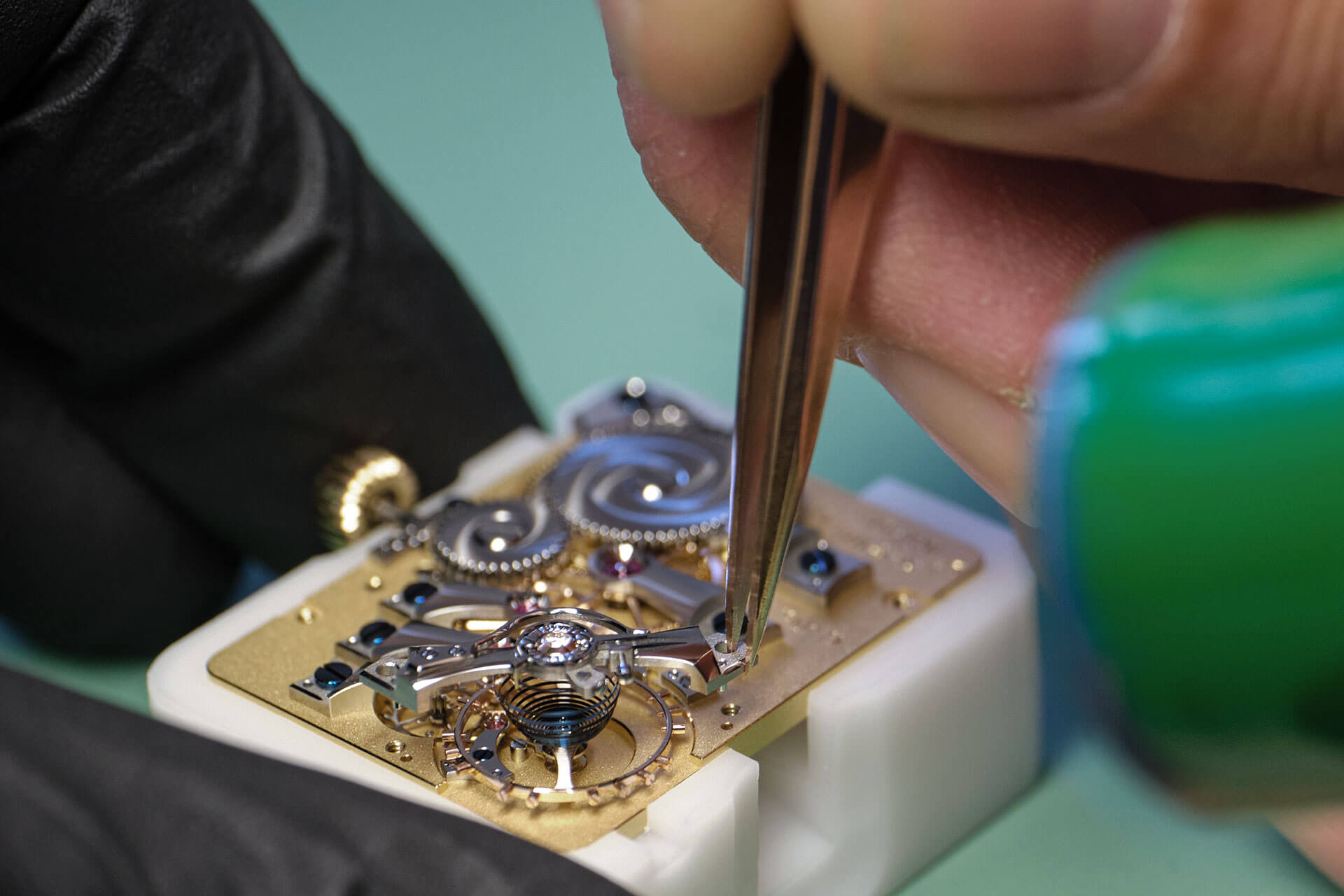
Saxon construction features, some of which are almost extinct today, are of particular importance to the Lang & Heyne manufacture. These include hand-engraved balance cocks, swan-neck fine adjustment, and screwed gold chatons. Indeed, every Lang & Heyne timepiece is fitted with diamond endstones for the balance – a rarity that was once a hallmark of the highest quality in Glashütte watchmaking. Equally spectacular is the Georg’s shaped movement, with its unique, rounded and highly polished cocks.
What unites all movements is the laborious and devoted decoration of every single component by hand, carried out in the traditional manner – even on the undersides and parts hidden from view. Yet function is equally crucial, and Lang & Heyne’s watchmakers devote considerable time to this aspect as well. Jens Schneider, Master Watchmaker and Head of Development, describes it as “a voyage of discovery through the watch” – one that begins with the purchase and continues as the owner uncovers ever more details within the movement.

A prime example of this meticulous approach is the oscillating system. In large-scale manufacturing, balance springs and balances are categorised—that is, sorted by weight and torque into as many as twenty classes, then paired within each class to minimise rate deviations even before regulation. For Lang & Heyne, with just 150 watches produced annually, such an approach is neither practical nor necessary. As the length of the balance spring is predetermined, greater attention must be paid to the balance itself. The spring is supplied by Precision Engineering according to Lang & Heyne’s specifications.


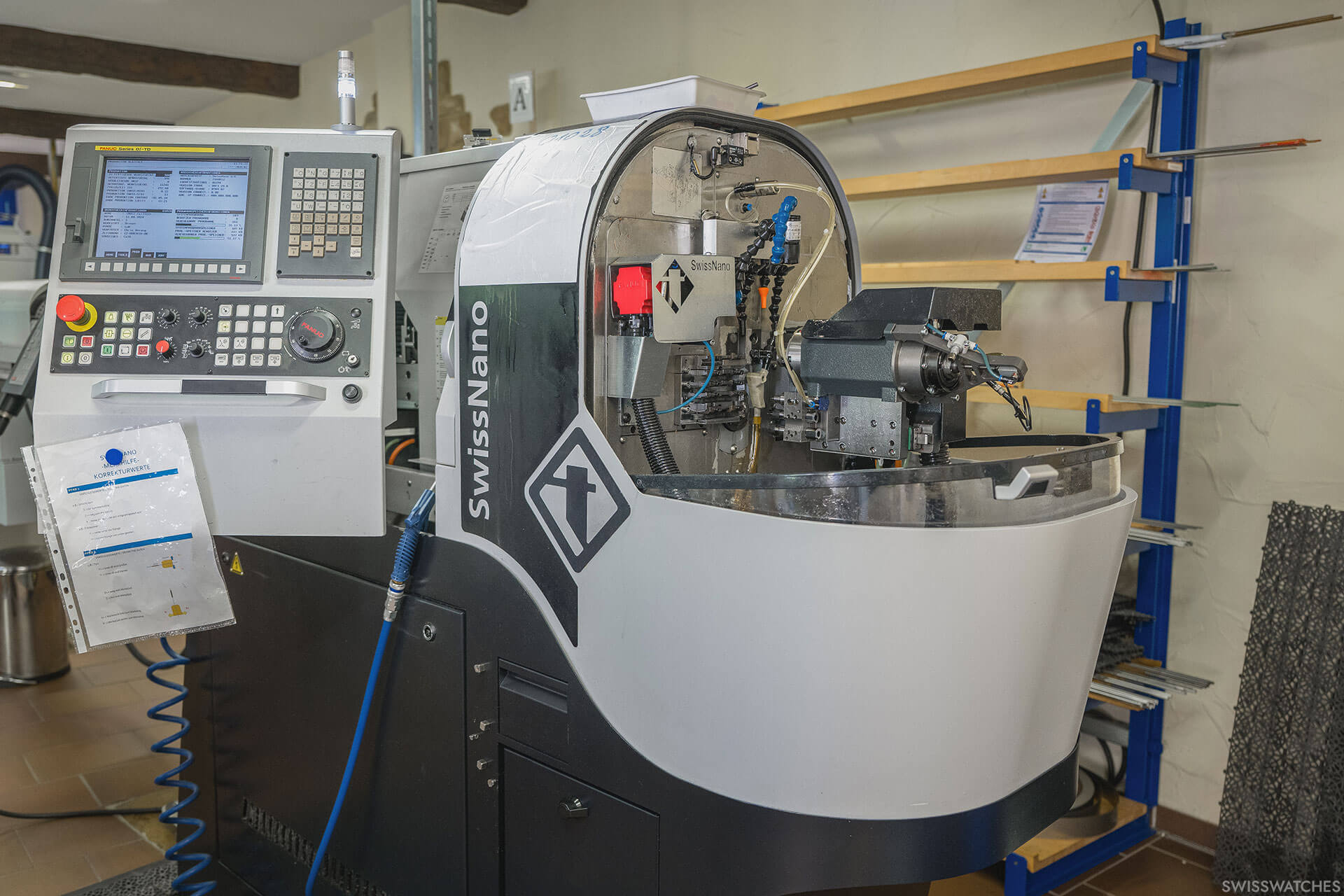
To ensure a beautifully large screwed balance can oscillate within the movement, Lang & Heyne watches employ a traditional, unhurried frequency of 18,000 vibrations per hour. The balance rim is pre-machined from non-magnetic bronze using in-house CNC machines. Here, the threads for the timing screws are cut, after which the component undergoes laborious hand polishing. The arms of the balance are then decorated with a circular graining, before the gold timing screws are fitted.


The next step is static balancing of the balance. For this, a balance scale is used, on which the balance is placed horizontally. The heaviest side will naturally rotate downwards. Individual screws can then be replaced with lighter or heavier ones as required. For fine adjustments, the heads of the screws may be turned down in diameter to reduce their mass. In tourbillon watches, which—by design—do not employ a swan-neck regulator with index adjuster, regulating screws are also used. These are set in slotted threaded holes within the balance rim, and may be turned in or out as needed for both adjustment and balancing, thus altering the moment of inertia of the balance.

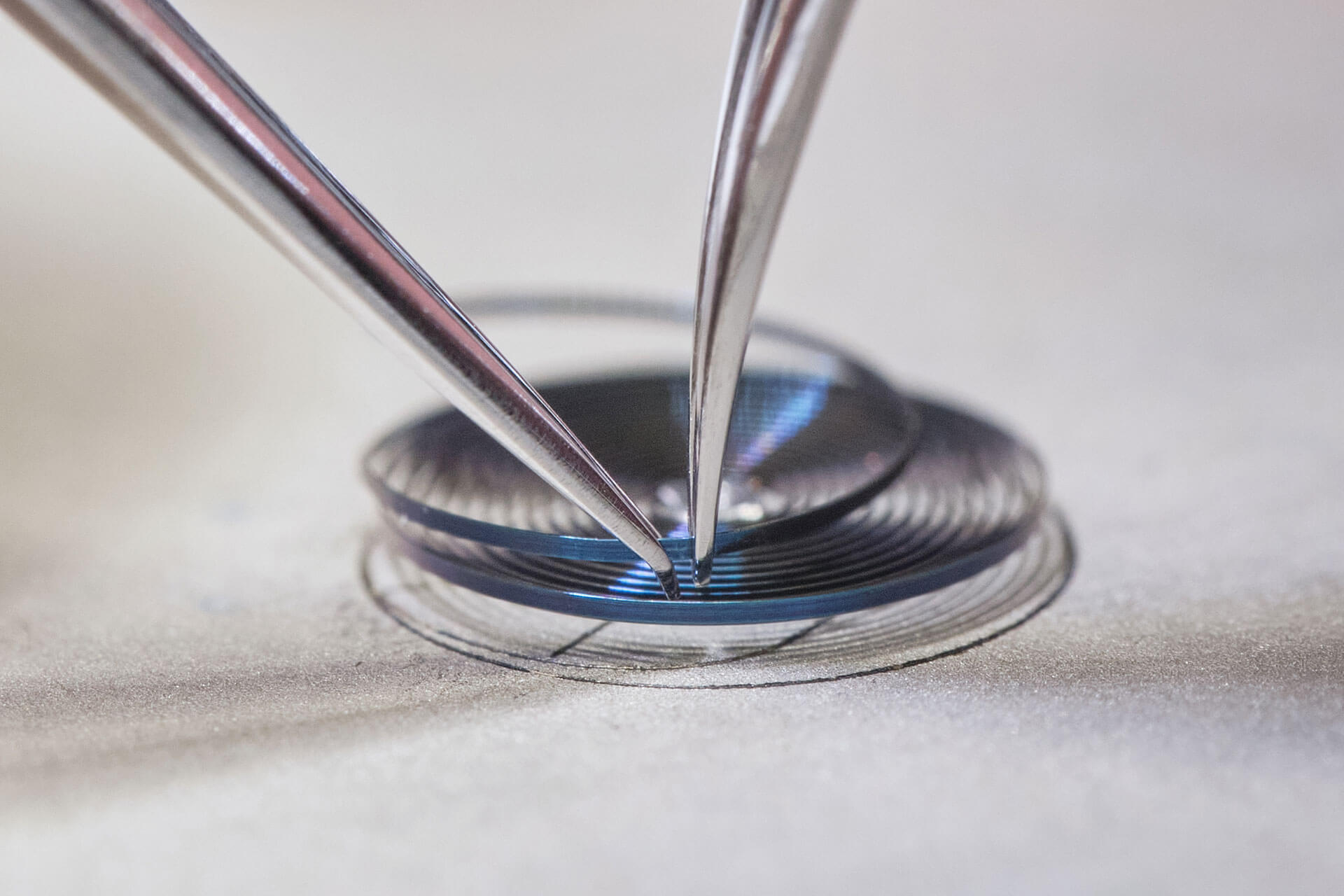
The next stage involves fitting the balance spring, aligning it, and forming the terminal curve by hand, according to Gerstenberger’s tables, so that the spring “breathes” evenly—with the centre of mass remaining in the middle. The spring must also be adjusted on the collet to avoid any beat error, ensuring the resting position of the balance corresponds precisely to the central position of the lever.

This is followed by dynamic poising: using the timing machine, the watchmaker examines the various positions and removes material from the appropriate screws. This is done by slightly widening the chamfer of the screw head with a hollow mill. The index adjuster can then be used for fine timing. It is easy to imagine that the assembly, balancing, and adjustment of the balance and escapement alone consumes many hours.

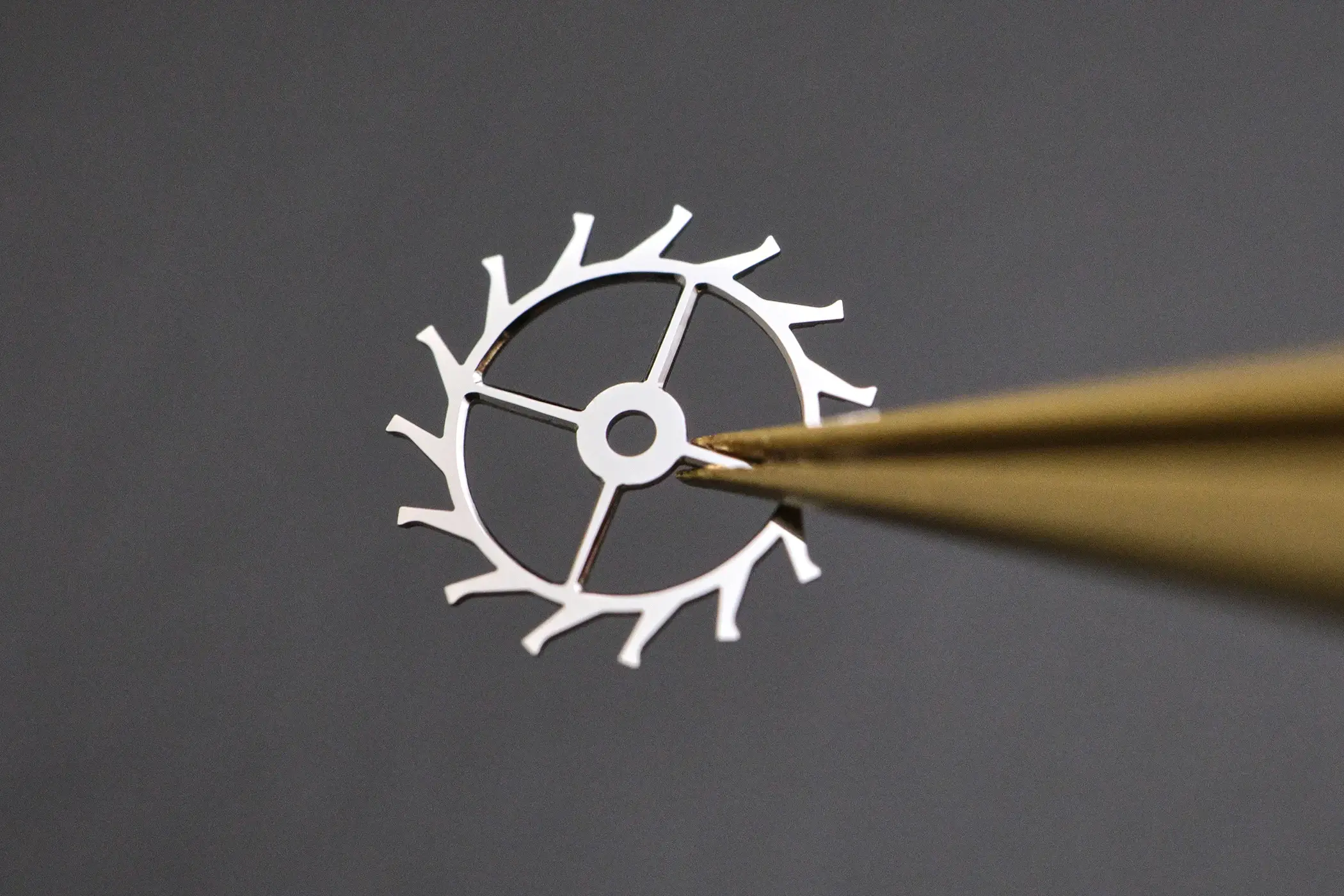
The escapement is, of course, a central topic in any watch. Lang & Heyne has made several advancements in this area of late, as the manufacture is always seeking ways to refine and improve.
Until recently, both the pallet fork and escape wheel were crafted from gold. Components made from gold are something of a speciality at the Lang & Heyne manufacture, offering numerous advantages: there is no need for galvanic plating, and painstakingly finished parts can be reworked if necessary. Gold also offers favourable frictional properties in contact with ruby and steel, which is why all wheels—typically meshing with steel pinions—are made of gold. Even in haute horlogerie, gold wheels are a rare sight. The pallet fork, too, was crafted from gold until recently, due to its beneficial interaction with ruby. However, gold is relatively soft, which can lead to increased wear at the forked end of the lever. The Lang & Heyne manufacture has now found a supplier able to manufacture pallet forks and escape wheels to the company’s exacting standards using the LIGA process in nickel-phosphorus. This involves first creating a lithographic mould, followed by electroplating the part through the deposition of nickel-phosphorus.

Like gold, the resulting material is non-magnetic, but it is significantly lighter and as hard as tempered steel. It also exhibits excellent frictional behaviour with ruby and steel, and the LIGA process enables exceptionally precise dimensions. As a result, there is no longer any need to grind the teeth or edges as was previously required. Since the process only allows for two-dimensional fabrication, the bevelling must be applied entirely by hand. The components are then polished with tin in the final step.

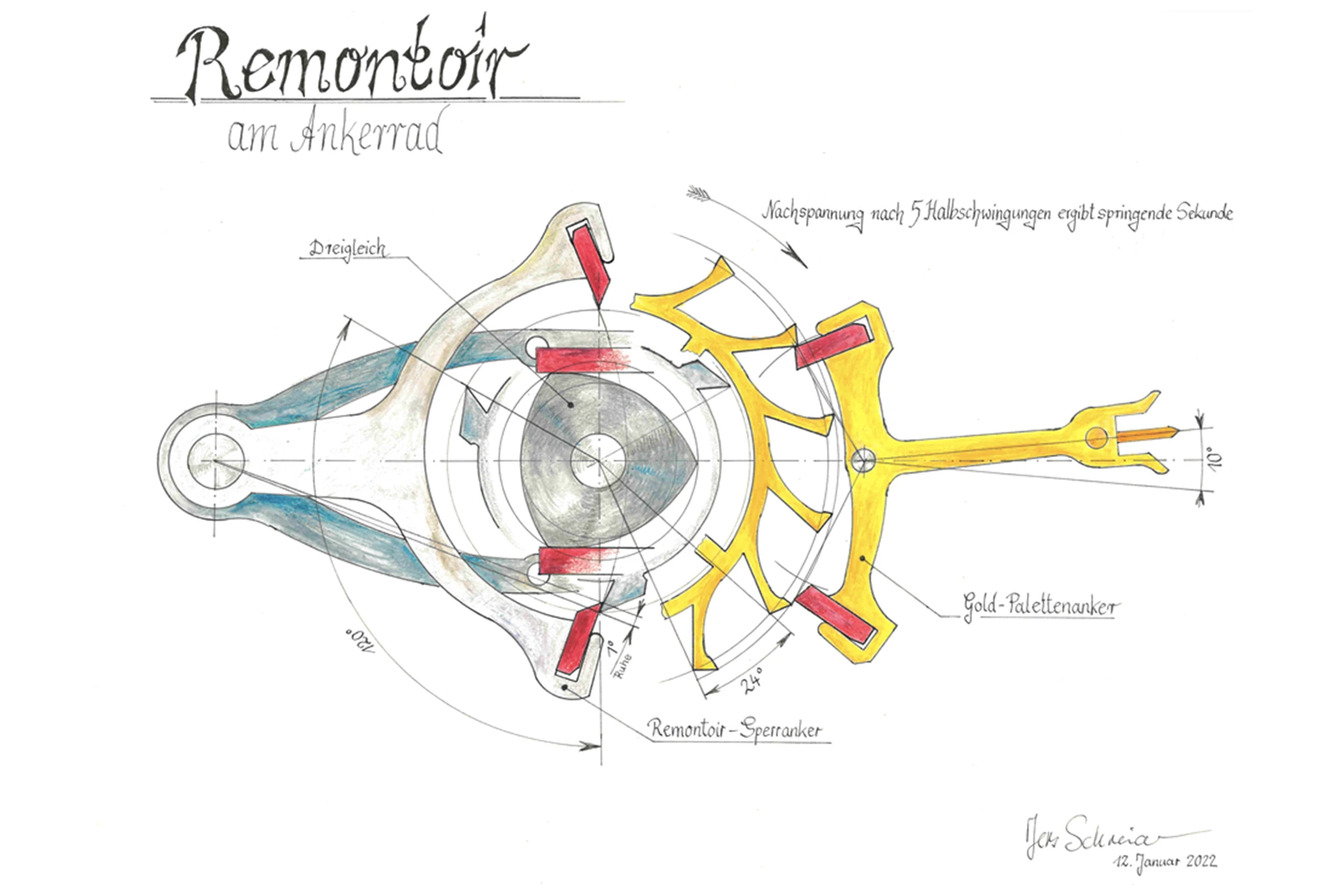
Thanks to this new manufacturing method, Lang & Heyne has been able to enhance the functionality of the escapement: the geometry has been optimised, featuring a pallet fork with unequal arms and a higher efficiency, thanks to reduced safety margins. A significant advancement is also the improved escape wheel teeth with oil reservoirs—here, a tiny step just three hundredths of a millimetre in height ensures optimal oil retention by means of capillary action.

Thus, Lang & Heyne does not adhere rigidly to traditional techniques: when a genuine functional improvement can be achieved and the result is aesthetically pleasing, the brand is more than willing to embrace modern methods and materials.
Steel components such as springs and levers are first produced using CNC milling centres, then hardened and tumbled. During tumbling, the parts are placed in a drum together with ceramic grinding media and a liquid, and set in motion to smooth machining marks and remove burrs. The employees then grind and polish the bevels (anglage) on these steel parts, paying particular attention to achieving flat surfaces and sharp edges. The bevels are primarily an aesthetic feature, lending the component a slender appearance and a sense of three-dimensionality. On many steel parts, the bevel is pre-milled, but for those produced using the LIGA process, the bevel must be drawn entirely by hand.
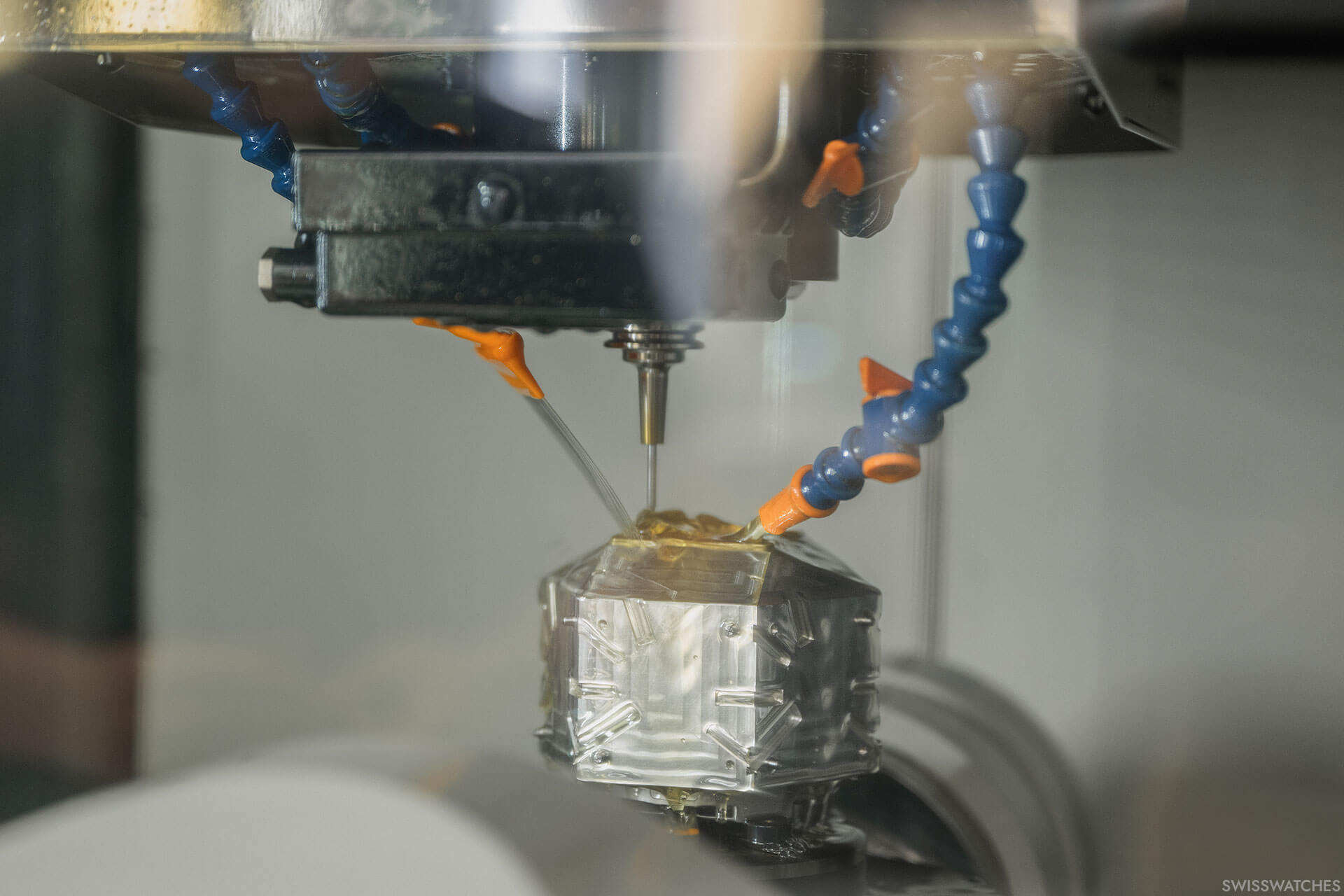

This is followed by complete finishing of the perimeter, that is, the lateral surfaces, using diamond-tipped grinding points. Here, great care must be taken, as these sometimes tiny components must remain within very tight tolerances. For springs and levers, the functional surfaces are then polished by the watchmakers to minimise friction, ensure proper operation, and, where necessary, reduce the required actuating force.



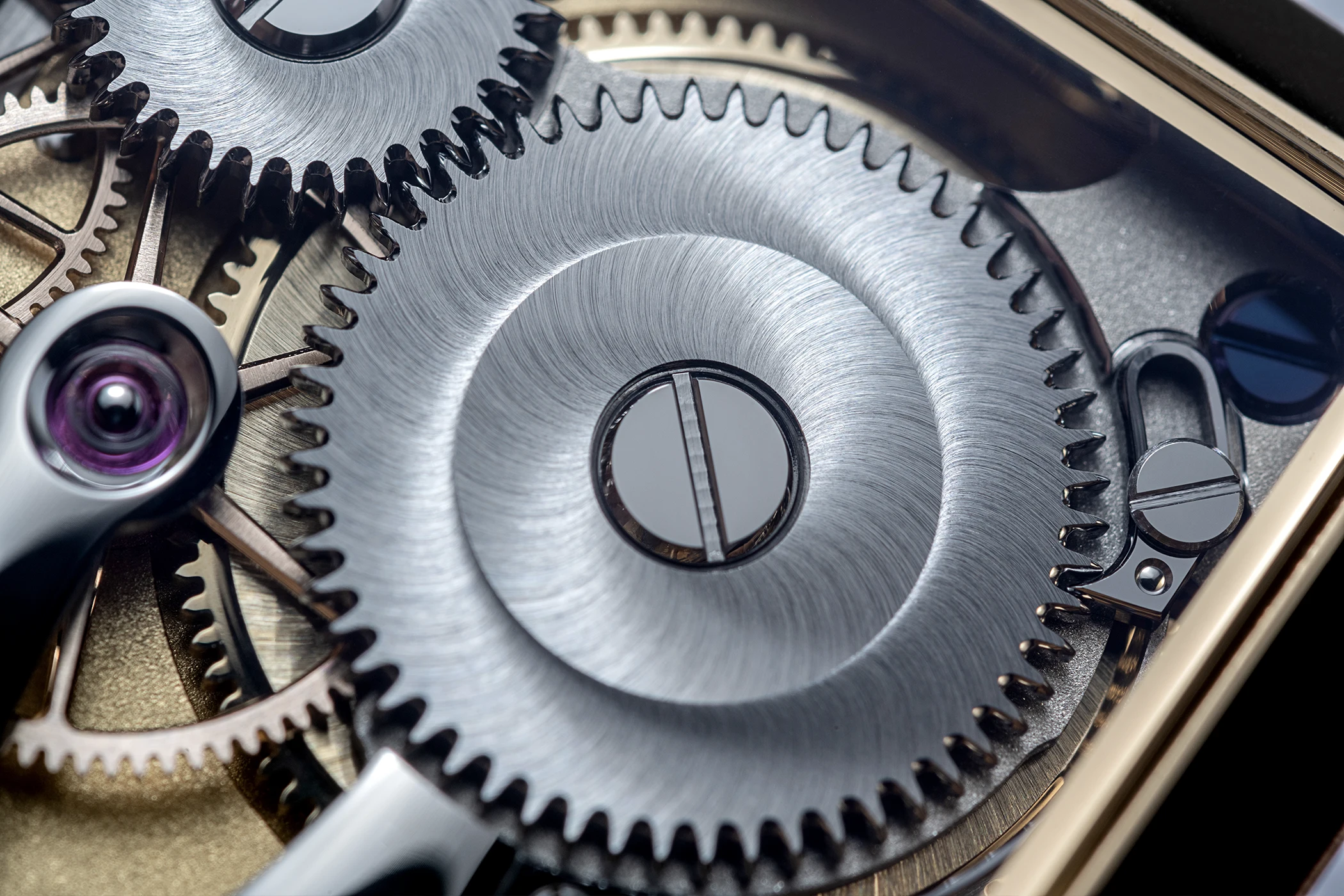
A discipline all of its own is the finishing of the curved surfaces of the unique cocks found in Calibre VIII of the Georg. The rounded shapes are first pre-milled, but achieving an even surface and, above all, a flawless polish by hand calls for great experience, patience, and a steady hand. The same applies to the large, mirror-polished jewel sinks of the cocks.

In addition to polishing, steel parts are further enhanced with other surface finishes: some components are given a brushed finish, for which the part is drawn evenly by hand over an abrasive film. For the double-stepped sunburst finish of the ratchet wheel, the watchmakers use a counter-rotating, hollow-ground iron bell to create the beautiful surface effect. Here, too, considerable skill and sensitivity are required to achieve a visually perfect result.


Lang & Heyne is among the very few manufactures to produce its own hands, and does so entirely by hand. The aesthetic influence of these components on the overall appearance of a watch is considerable. Moreover, there are simply no suppliers capable of delivering the quality Lang & Heyne demands, which is why virtually every stage is executed in-house, by hand.


At Lang & Heyne, the hands are always composed of two elements: the hand itself and the hand pipe, which is pressed onto it. This not only ensures a more secure fit on the hand arbor—especially if the hands must be removed and refitted—but also lends the hands a more three-dimensional appearance.
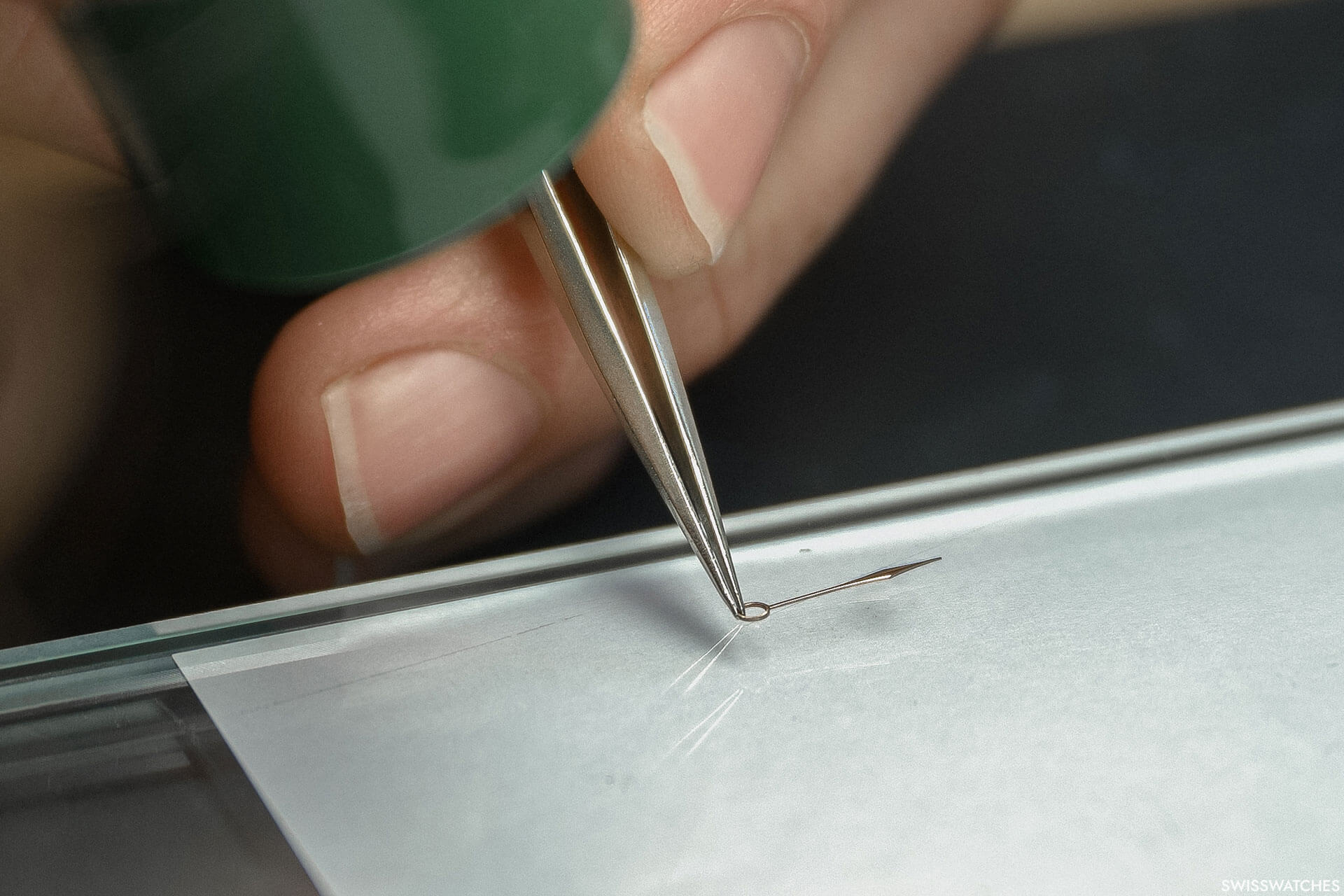
The blanks for the hands begin as laser-cut flat sections in steel or gold. The three-dimensional contours are then painstakingly shaped by hand using Degussit stones, followed by polishing with a series of abrasive films. Steel hands are subsequently blued by tempering, a process carried out by heating them evenly on a brass plate or in brass shavings. The colour gradually transitions from yellow to brown, violet, cornflower blue, light blue and finally grey. Precise timing is essential to achieve the desired blue hue.


A particular speciality at Lang & Heyne is the traditional Louis XV hands, whose form is meticulously sculpted from a flat piece of gold by a master engraver using a selection of gravers.

Another speciality is the rare hand designs featuring white ceramic inlays, which notably enhance legibility on black dials. For these HyCeram-filled hands, a laser-cut blank with a laser-engraved recess is used. This cavity is filled with a ceramic epoxy resin paste supplied by an Austrian specialist. The material is cured in an oven at 120°C, and can then be flat-polished along with the hand.

For the minute hand, the tip is bent downwards so as to sit closer to the scale, thereby improving the precision and clarity of time reading.
These are just some of the many steps undertaken by Lang & Heyne’s craftsmen in the creation of each watch. Assembly takes place twice: the first time, all adjustments are made, the jewels are set to ensure the correct endshake for the wheels, and the pallet stones are precisely positioned and secured with shellac. The movement is then fully disassembled, all components are cleaned and inspected for scratches, and then reassembled for a second time. Finally, the watch undergoes a thorough and meticulous regulation process, which alone takes a week. The prior decoration of the components requires as much as two weeks—twice as long as the adjustment itself.

It should come as no surprise that the time invested by these highly trained artisans is reflected in the price of each watch. So the next time someone asks why certain watches cost so much more than others: at Lang & Heyne, it is this extraordinary level of effort and craftsmanship that makes all the difference.